Ad We supply Inconel 625 600 825 welding electrode filler wire. Projection welding is an ideal method of fastening attachments eg.

Pin By Susan Urbaniak On Michael S Mechanical Engineering Design Geometric Tolerancing Mechanical Design
Use a straight-action press-type resistance-welding for projection welding rather than a rocker-arm machine.

Projection welding guidelines. Projection welding reduces the amount of current and pressure needed to achieve a good bond between the two pieces with consequential less chance of shrinkage and distortion in the areas around the weld zone. Mostly in almost all applications with various small projections are molded on single parts surfaces which need to weld. Nuts generally are formed with three to six projections on one side.
Higher strength applications may require more projections. Be alert that welding sparks can easily go through small cracks and. One of the main differences between conventional sheet-to-sheet resistance welding and projection welding is that projection welding is a dynamic process involving considerable movement of the upper electrode.
Brackets spigots and weld nuts to sheet metal where there is access from only one side and for making attachments to solid forged or machined parts. We ship worldwideCall us. We ship worldwideCall us.
Class 11 material is a designation of the Resistance Welding Manufacturers Alliance RWMA. Protect yourself and others from flying sparks and hot metal. Short length T joints eg.
Projection welding has fewer variables that affect the resistance welding process as compared to spot welding. SEKI provides consistent efficient nut and bolt feeding solutions for projection welding applications without constant vibration. Stocks in huge qty.
Practical applications include welding gas tank reinforcements shock absorber brackets and oil filters. Nickel Alloy Electrodes supplier stockist. Nickel Alloy Electrodes supplier stockist.
Over time individual manufacturers performing projection welding developed standards based on nugget size as an alternative to pulling tensile tests. Class 11 is often used as a back up electrode for projection welding. It describes a TungstenCopper base material with good conductivity and excellent strength at high temperatures and forces.
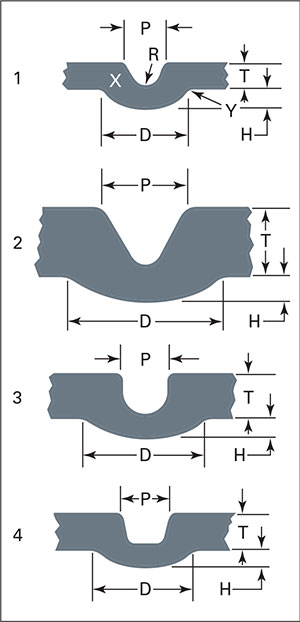
For larger welds it may be necessary to increase the projection angle to 120. If this is not possible tightly cover them with approved covers. Projection shape varies due to the weld-nut manufacturing method cost and final product-design requirements.
Do not spot weld where flying sparks can strike flammable material. Contact our experts now. In addition the workpiece material must be strong enough to ensure complete rigidity of the formed projection until reaching the plastic state during the weld sequence and proper forging of the joint.
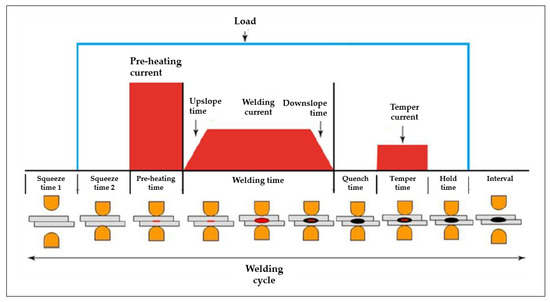
Creating multiple projections allow simultaneous welding of multiple weld spots. Projection welding is a type of resistance welding that focuses current and force to a single point or line at the beginning of a weld. Contact our experts now.
For context the embossedstamped projection welding requirements detailed in both the RWMA Manual and the AWS C11 only state what sort of weld strength is required not the required weld size. Projection height is typically 1 to 2mm depending on sheet thickness and weld strength required. Projection welding is one kind of resistance weld where the shape or design of the part is used to make subtle point contacts to concentrate the current during welding.
If less heat is needed in the joint or when welding to thinner sheet the projection angle can be reduced eg. Nut Verification System The ProLine Nut Verification System NVS checks nut presence orientation and set-down to minimize weld errors. 14 or 15 can be made by.
Projection welding is a resistance welding process of joining two sheets or a sheet and a thick component or a small component like nut to a big body like automotive chasis by making raised portions or projections on one of the components where weld nugget is required to be made. Remove all flammables within 35 ft 107 m of the weld. Tubular components including threaded bosses.
Ad We supply Inconel 625 600 825 welding electrode filler wire. The most important variables of this assembly technique are the quality of the projections and the response of the cylinder as the projection collapses during the welding time. When long seam is to be projection welded then the limit is usually 250 mm length.
Embossed projection welding uses projections worked on the base material to concentrate current flow on the projections. Stocks in huge qty.

Vim Tools Magnetic Plug Weld Tool Vimmpwt2l The Home Depot In 2021 Woodworking Jigs Welding Projects Woodworking Tools

Estimation Of Lobe Curve With Material Strength In Resistance Projection Welding Sciencedirect
Prospot For Resistance Welding Machines And Consumables Welding Guidelines Prospot For Resistance Welding Machines And Consumables


Projection Welding 101
Diagram Showing Basic And Supplementary Weld Symbols And The Standard Location Of Elements Of A Welding Sy Blueprints Electrical Plan Symbols Blueprint Symbols
Metals Free Full Text Optimization Of The Resistance Spot Welding Process Of 22mnb5 Galvannealed Steel Using Response Surface Methodology And Global Criterion Method Based On Principal Components Analysis Html
Part Design Considerations For Spot And Projection Welding Metalforming Magazine Article

Resistance Welding Spot Welding Welding Album
Projection Welding Nut











0 comments:
Post a Comment