Improper clamping methods 9 What is the possible cause of an incomplete root penetration in a butt joint. The primary reason for welding distortions is the expansion and contraction of the base plate due to heat from the welding arc.
Weld Defects Weld Discontinuities Distortion And Its Controls
Weld distortion is caused by localized expansion and contraction of metal as it is heated and cooled during the welding process.

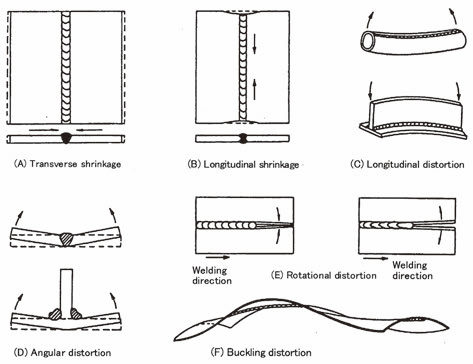
In welding distortion occurs due to. This distortion comes from residual stress. The residual stress arises due to a large temperature difference while distortion occurs when the weld metal is allowed to move freely during the cooling process. 1 discusses the var ious types ofwelding-induceddistortion including control and mitigation tech niques.
If you attempt to flatten a buckled plate it will probably snap through and dish out in the opposite direction. The thicker the plates in the Butt Joint and T Joint welding the smaller the distortion that occurs. Distortion - Types and causes This article covers several key issues on distortion in arc welded fabrications especially basic types of and factors affecting the degree of distortion.
If the heating and cooling is uneven distortion can occur. Constraint from the unheated surrounding metal produces permanent changes in the internal tension stresses that are generated. 8 Distortion in welding occurs due to Use of excessive current Use of wrong electrodes Oxidation of weld pool Improper clamping methods No the answer is incorrect.
Low current setting Excessive root face width. Heating and cooling cycles are the main causes of distortions. Then an important technical problem is to establish rational and practical standards for acceptable limits of distortion.
Furthermore once buckling distortion occurs the magnitude of the distortion is very large. The standards should be established on the basis of. When it occurs the magni.
Minimize the welding time. Welding usually involves heating of the materials at the joint to fuse them together. Shrinkage due to plastic thermal strain of the weld metal and base metal during the heating and cooling cycle Internal stresses formed in base metal due to removing restraints given to welds by fixed components surrounding it So both Welding processes procedures and Material properties affect the extent of distortion Effects of Distortion.
There are two main stresses that occur. Minimization of buckling distortion Buckling distortion is one of the hardest distortion modes to control because most distortion control methods must be applied during welding. This is consistent with the von missed stress analysis which explains that the.
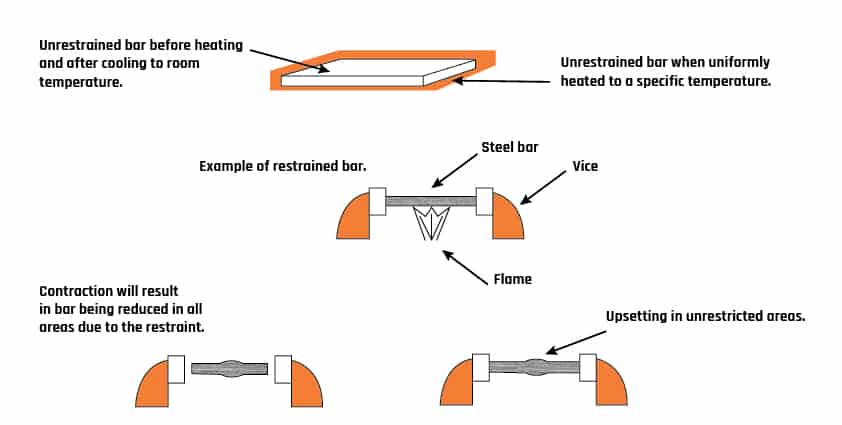
Distortion due to elastic buckling is unstable. When the liquid weld material at approximately 6500F is added to the cooler parent material the liquid material will form a shell around it still containing the liquid material inside. Twisting in a box section is caused by shear deformation at the corner joints.
1 The structural reliability of the ship 2 The economic value of the ship 3 Fabrication cost. This is caused by unequal longitudinal thermal expansion of. Knowing how these distortions occur is.
In general we can say that distortion is due to unequal expansion and contraction of the weld metal and all kinds of distortion increase with the volume of metal deposited. Generally the faster welding process result in less volume of surrounding metal heats up and expand. That some amount of distortion inevitably occurs due to welding.
In thin-sectionstructures as fre quently used in the shipbuilding rail road aerospace and automotive industries buckling is a common type of distortion. Because welding involves highly localised heating of joint edges to fuse the material non-uniform stresses are set up in. This heat creates expansion and contraction.
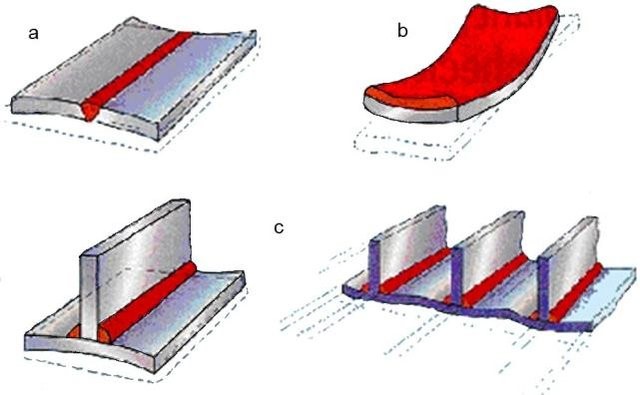
Distortion in Welding Main Causes of Distortion Non-Uniform Expansion and Contraction ie. Due to welding is necessary. 4 Line heating to correct angular distortion in a fillet weld Heating in straight lines is often used to correct angular distortion for example in fillet welds Fig.
The component is heated along the line of the welded joint but on the opposite side to the weld so the induced stresses will pull the flange flat. In general once a plate has buckled it cannot be pushed back mechanically. The most important part of understanding and predicting distortion is to evaluate what happens in the welding process.
The time factor affects distortion as convoluted heating and cooling cycle during the welding process due to it is required for heat transmission. Distortion is the change in the shape and difference between the position of two plates before and after welding due to the temperature gradient present at various points along the joints.
Weld Defects Weld Discontinuities Distortion And Its Controls
Basics Of Distortion In Welding Technoweld
Distortion Pattern Of The Welded Plates A Along The Transverse Download Scientific Diagram
Lesson 5 Distortion Thermal Expansion Welding
The Abc S Of Arc Welding Education Center Kobelco Kobe Steel Ltd
This Will Be Great Video Welding Rods Aluminum Welding Rods Welding Flux

Weld Distortion Yena Engineering
The Abc S Of Arc Welding Education Center Kobelco Kobe Steel Ltd
Minimization Of Welding Distortions Springerlink











0 comments:
Post a Comment