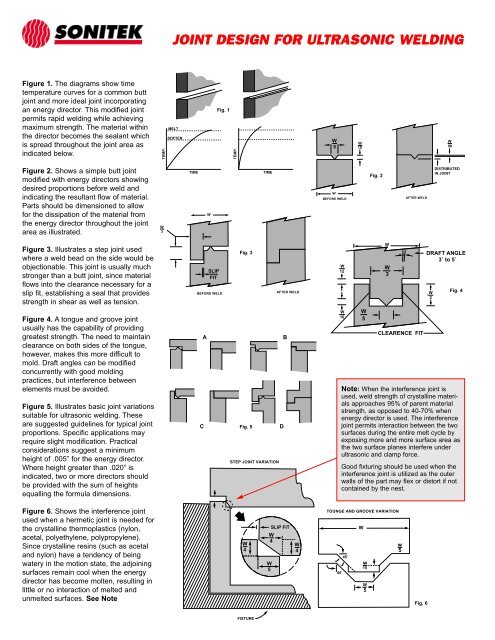
Suitable for ultrasonic welding. One of the basic requirements of any joint design for ultrasonic welding is a small uniform initial contact area.
Sonic Joint Design Guidelines
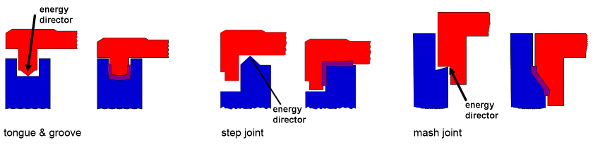
Variations of the Energy Director Joint The basic energy director design can be incorporated into joint.
Energy director design for ultrasonic welding. Ultrasonic welding energy director shapes joint strength thermoplas tic polymers composites 1. In this way it is possible to generate heat and subsequently melt restricted to a locally defined area while using only little energy. A Energy Director Height B2 or 0866B E Energy Director Angle 60 or 90 Collapsed The energy director joint for ultrasonic welding is used to obtain a strong weld.
The main feature of this joint is a small 90 or 60 triangular shaped ridge molded into one of the mating surfaces. The main feature of this joint is a small 90 or 60 triangular-shaped ridge molded into one of the mating surfaces. An energy director design is used with almost all ultrasonic welding plastic part designs except when the materials are semi-crystalline.
An ultrasonic welding system and method for joining first and second thermoplastic parts includes least one energy director formed on at least one surface of the first thermoplastic part with the energy director projecting from the surface of the first thermoplastic part toward an opposed surface of the second thermoplastic part. The energy directors 15 include at least first and second facets. These are suggested guidelines for typical joint proportions.
Round ED provides plastic part manufacturers a more robust ED design that eliminates variability associated with inconsistent shape size and melt characteristics of prevailing sharp ED design. The basic projection or energy director joint is shown in Fig1. The principle of energy focusing.
The energy director design requires a means of alignment such as pins and sockets aligning ribs or tongue and groove designs. Additionally it does not control the. The energy director design requires a means of alignment such as pins and sockets aligning ribs tongue and groove designs or fixturing.
Knockout pins should not be placed in the weld area. Where height greater than 020 is indicated two or more directors should be provided with the sum of heights. The energy director permits Part Design for Ultrasonic Welding Technical Information PW-3 Branson 41 Eagle Road Danbury CT 06813-1961 203 796-0400 fax 203 796-9838 email.
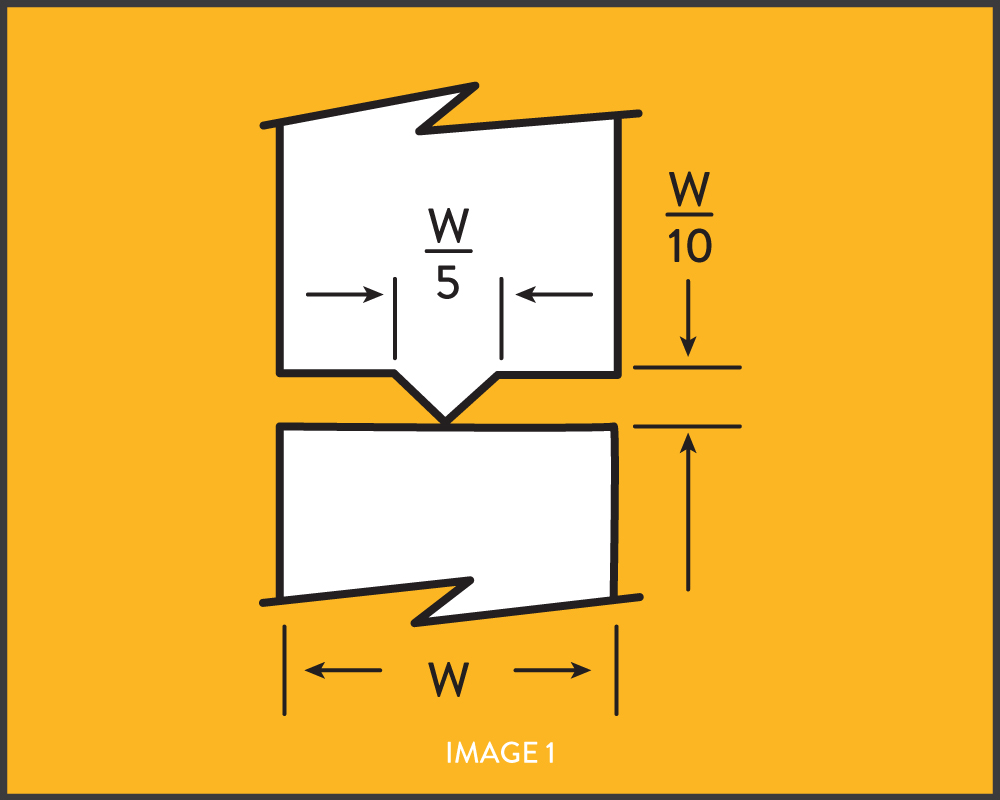
A multi-faceted energy director 15 is provided for joining two plastic workpieces 12 14 by an ultrasonic welding method. ISO 9001 A B 3 0to6 BEFOREWELD. The butt joint with an energy director is one the most common joint designs for ultrasonic welding and its the easiest to mold into a part.
NEW Round Energy Director Design Dukane introduces Round Energy Director ED designs for ultrasonic welding process. This can be achieved using a projection joint or a shear joint. INTRODUCTION For bonding plastics and composites often use welding technologies.
This type of joint typically does not provide a leak tight seal. This weld joint has been used in the medical electronic and automotive industries and has been a good joint design for achieving strong bonds with hermetic seals. The butt joint with energy director is the most common joint design used in ultrasonic welding and the easiest to mold into a part.
Specific applications may require slight modification. The use of the criss-cross energy director design has proven to be beneficial for many ultrasonic plastic welding applications. Practical considerations suggest a minimum height of 005 for the energy director.
The secret of ultrasonic welding is focusing the ultrasound with an energy director. An energy directora small triangular ridge molded into one of the mating surfacesis essential for this design. As these have a narrow glass transition temperature range they tend to move quickly into a liquid state rather than the gummy-ness typical of.
The butt joint with energy director is the most common joint design used in ultrasonic welding and the easiest to mold into a part. Ejector pins should not be placed in the weld area. The joint consists of a small triangular section moulded into the component and typically running the length of the joint perimeter.
One of the most modern welding methods is ultrasonic welding technology which has various applications in the engineering industry.
Https Www Sonics Com Site Assets Files 2951 Joint Designs For Ultrasonic Welding Pdf
Lanxess
Ultrasonic Welding Joint Design Guidelines Ultrasonic Welding Plastic Design Guide

Automotive And Appliances Ultrasonic Welding To Join Plastic Parts Page 2 News At Plastech Vortal
Joint Design For Ultrasonic Welding Used Branson And Dukane
Sketches Of Two Joint Types For Ultrasonic Welding And Presentation Of Download Scientific Diagram

Sketches Of Two Joint Types For Ultrasonic Welding And Presentation Of Download Scientific Diagram

Https Www Sonics Com Site Assets Files 2951 Joint Designs For Ultrasonic Welding Pdf
Robust Joint Design For Ultrasonic Welding Of Plastic Parts












0 comments:
Post a Comment