If you need to weld thicker materials later then you will have to do another PQR. However since the weld would be 12mm thick I think your t weld metal thickness would be limited to 24mm as you state.
Pin On Welding

For welding the electrodes delivered by the producer of the same working end diameter and electrodes of.

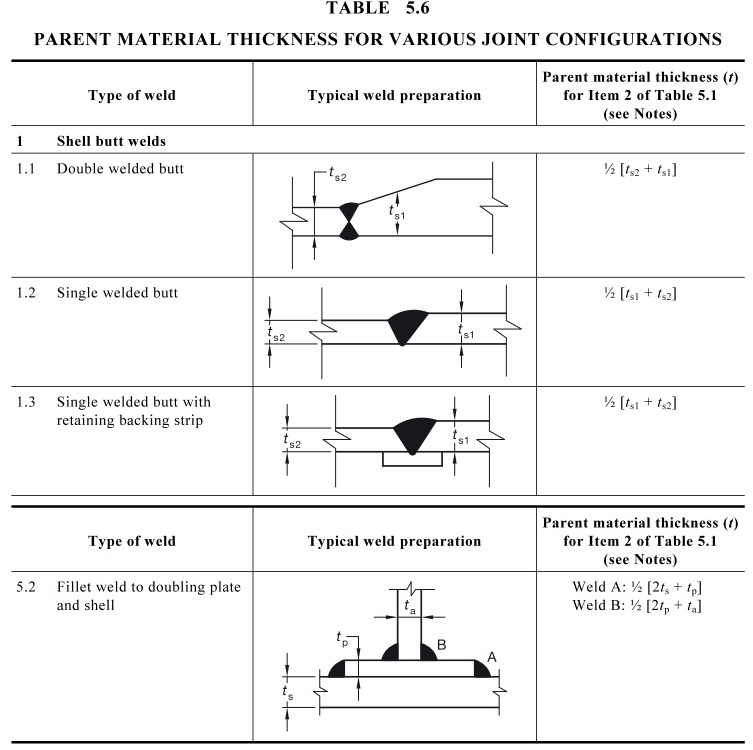
Welding two different thicknesses of metal. Another Common issue that comes up is welding of groove welds between two base metals that have different thicknesses. It is more critical that the thicker piece get the penetration required than the thinner piece. Below some tables with acceptable design for unequal wall thicknesses ASME B318.
Short Circuit Transfer is typically used for metals of thinner thickness whereas Spray Arc Transfer is used for thicker metals. I got a drop piece 30x30 and the rest for a total of 11000. Voltage and WFS wire feed speed If the sparks are flying all over and you have spatter the size of the welding wire or larger you have one of two situations.
Short Circuit Transfer Spray Arc Transfer Globular Transfer and Pulse transfer. You need enough heat to penetrate the thickyou may have to manually pulse weld it in short zapsit works better if the thin piece is where the weld metal can drip down onto it. Another translation to this might be that you can weld a 14-inch for every 250 amps.
So the answer is fairly open-ended depending on your amperage capabilities. In MIG welding there are four types of transfer. Welding the test specimens were corundum blasted and then degreased.
Works pretty well but I usually go two thicknesses or 18 thicker than Im welding if its horizontal for overhead its spot on. 11-23-2004 0103 AM. Turn the voltage down to about 15 or 16 start your puddle at the thicker metal then bring it back up to the thinner metal in your case the tubing.
You can weld relatively thick materials including structural materials. When I added the receiver for my viceetc. So for 080 thick tubing welded to 1 inch thick solid stock would only need about 080 of weld size to have enough.
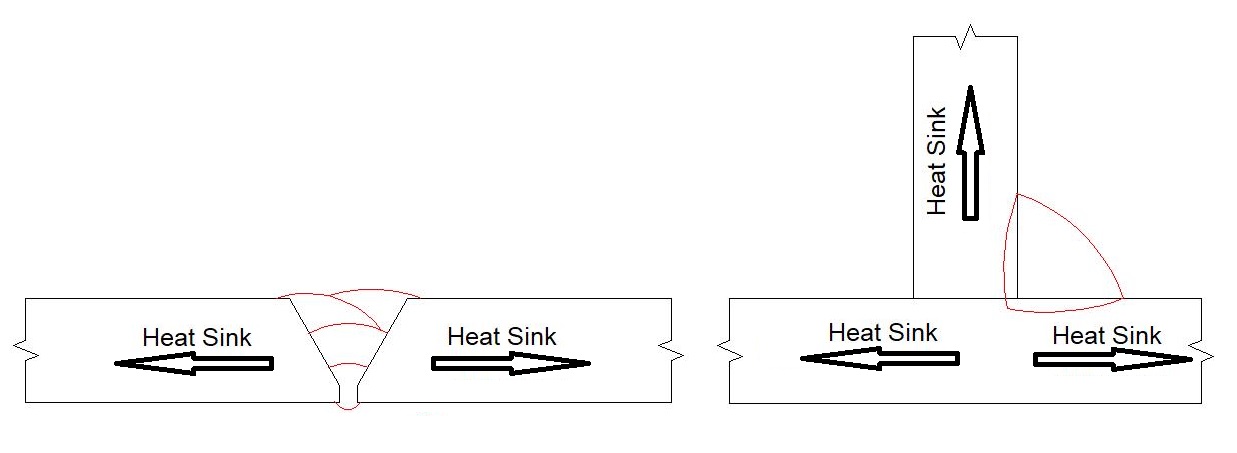
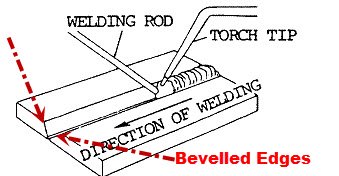
This taper should not exceed 30. A successful weld between dissimilar metals is one that is as strong as the weaker of the two metals being joined ie possessing sufficient tensile strength and ductility so that the joint will not fail in the weld. I use this approach regardless of the process whenever welding 2 different thicknesses.
Otherwise you run the great risk of insufficient heat to securely weld to thick material creating likelihood of failure. This job required welding the 316 thick steel mounting plate of each caster to the 20 gauge steel framework at each corner. Weld for a couple of seconds until you see your whole bead turn bright orange then let the metal cool down.
Welding different thicknesses of metal. Still have some left of the 1 14 - had to buy 20 foot pieces of both. Since both metals are very close - I just set up for the plate but I aimed the most heat at the top or the thickest metal.
Focus the weld on the thick so as to wash the weld over to the thin. I had difficulty welding two different thicknesses of metal together I was blowing through the thinner metal So I ran the arc along the thicker metal until it ran and then ran beads until the hot metal touched the thinner metal and made a final pass to stick the thinner metal to the thicker without heating it so much I blew through. A rule of thumb is that the size of the weld for 2 pieces of different thickness is determined by the thinner piece.
The welding of two specimens of different thickness 1 2 mm 1 3 mm and 1 45 mm was carried out using the spot welding machine type BV 2521. But 18 is about as thin as I can go with that gas I keep a small bottle of argon co2 and 025 wire around if I need to weld sheet metal. A new WPS can be created with a base metal thickness range of 316 to 8 with GTAW being used up to 1 thick and the remainder with SAW.
Before welding I set my inverter welder to 150 amps output pulse rate at 200 and clamped 18 x 34 copper bars behind the sheet metal. There are only two knobs when wire welding that matter. Such joints can be accomplished in a variety of different metals and by a number of the welding.
But 080 would be a tiny weld. If you look at the chart those shaded in green uses a Short Circuit. It may be necessary to deposit weld metal to assure that these limits are not violated.
2 backwelding so that the weld metal depositied on the pipe ID provides the smooth transition from thick to thin pipe or 3 transition fittings short piece of pipe of intermediate thickness with thickness selected so that the change in thickness at the weld joint on either end of the transition fitting is within the allowable thickness difference specified by the code or std. I had to do this when i was patiching up some holes i had in my hot. Too much WFS for the voltage setting or too little voltage for.
The two most common types are the first two mentioned. QW-2024 has some unique rules to address this. Maybe go to the other side and start there when one side is cooling down.
The surface of the weld can also be tapered to accommodate differing thickness. In general you can expect your MIG welder to be able to weld001 thickness for every amp.
Arc Welding Amperage Settings According To Electrode Size And Metal Thickness Arc Welding Welding Metal Working

The Base Metal Thickness Essential Variable For Welding Procedures Is Explored
The Base Metal Thickness Essential Variable For Welding Procedures Is Explored
Diy Welding Projects Ideas Weldingprojects Welding Table Welding Projects Welding

Sheet Metal Thickness Chart Bing Images Sheet Metal Thickness Sheet Metal Chart

Pin On Welding Stuff
Tfs How To Weld Thick Metal To Thin Metal Youtube

American Precision Spring Has Thin Sheet Metal Spot Welders Capable Of Spot Welding Different Thickness Of Material We Can We Spot Welding Welding Spot Welder

Want To Weld Thick Metal










0 comments:
Post a Comment