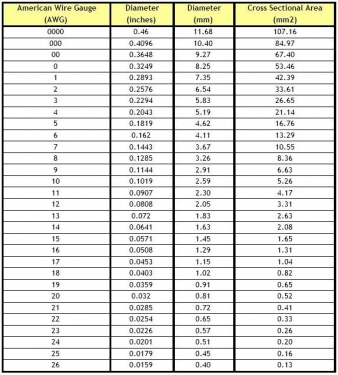
The projections might be round dimples circular elongated ridges or else weld nuts prolonged corners. The charging voltage that was used varied from 150 to 350 kA with the welding time remaining constant at 44 ms.
Wo2015127431a1 Process For Welding Weld Nuts To High Strength Steel Google Patents

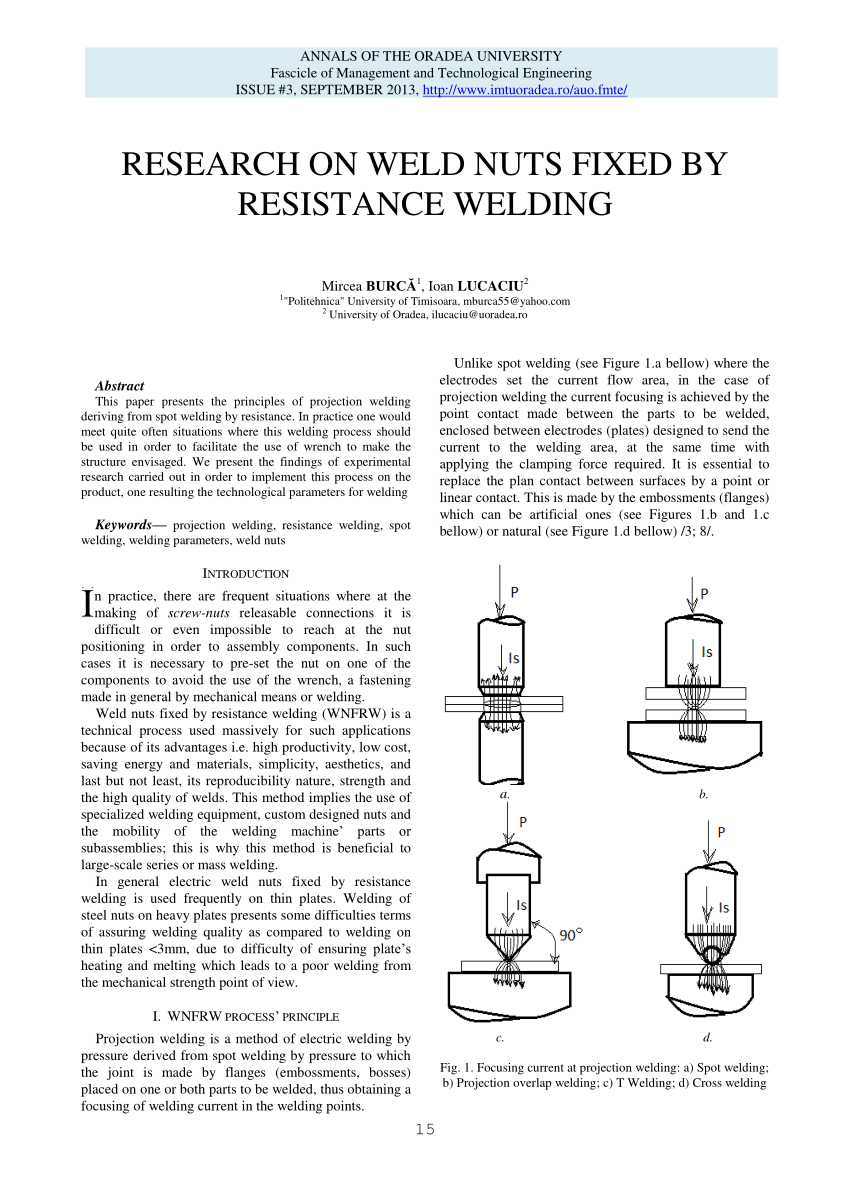
For the most part the resistance-projection-welding RPW process is very similar to the spot-welding process.
Projection nut welding process parameters. The most important variables of this assembly technique are the quality of the projections and the response of the cylinder as the projection collapses during the welding time. The heat and force are concentrated at that point contact. Brackets spigots and weld nuts to sheet metal where there is access from only one side and for making attachments to solid forged or machined parts.
The process window size can be increased by proper selection of materials electrodes and parts part design welding equipment and process parameters. The operating pressure during the resistance projection welding process was set between 010 and 035 MPa at intervals of 005 MPa. During spot welding the size of the contact surface of the electrode cap determines current flow while during RPW current flow is directed by the projections of the.
There are various process parameters weld current weld time electrode force which affect the weld torsional strength and its heat affected zone HAZ. The projections concentrate on the current flow once the mating parts are got together. At the projection points.
Short length T joints eg. In most applications one of the workpiece surfaces features multiple small formed projectionsround dimples elongated ridges or rings or the extended corners of weld nuts. So it is necessary to optimize the process parameters of projection welding process.
Cross wire welding is a form of projection welding. And that would be the projection weld as well. There are cases in which the circumstances in manufacturing are.
14 or 15 can be made by forming projections in. The projection welding technology of nut to steel is a key process in auto manufactories. Even welding a wire to a sheet is a projection weld concentrated in a line point contact.
The Secrets to Successful Resistance Fastener Welding. The experimental study was conducted for plate. The welding position of the nut can be accurately positioned and the welding quality can be improved by the projection weld-ing process in the manufacturing process of the white body.
The optimization approach attempts to consider multiple. AbstractProjection welding is a process that is being in industry for sheet and nut joining purpose especially in Automobile and Aerospace industries. If playback doesnt begin shortly try restarting your device.
Projection welding is a resistance welding process of joining two sheets or a sheet and a thick component or a small component like nut to a big body like automotive chasis by making raised portions or projections on one of the components where weld nugget is. This paper presents an alternative method to optimize process parameter of projection welding PW towards weld zone development. On the welding machine is correct and that the cooling systems power is turned on.
Weld quality deteriorates and. There are two round wires put together at 90 degrees form a point contact. Projection welds have a longer life expectancy than spot welds as it requires less heat and pressure during the welding process.
Projection welds developed via the resistance welding RW process use the design or shape of the part to make discreet individual-point contacts to concentrate the current during welding. Projection nut welding - YouTube. Projection weld schedule parameters are readily available in the published weld schedules referenced below.
Projection welding has fewer variables that affect the resistance welding process as compared to spot welding. In general they have relatively short weld times and perform very well as documented. The electrodes used in.
When two wires are crossed that is a point contact. Weld schedules are available in the literature for this type of. Projection welding is an ideal method of fastening attachments eg.
The figure below shows measured process parameters in a projection welding process which include the dynamic curves of the welding current the welding force and the displacement of the electrode where the sharp movement corresponds to the collapse of the projection in the. The total energy Energy Power x Time may be the same for a welding process point in quadrant II and IV but it is the rate of energy delivery that is critical for projection welding. Often the welding parameters that are programmed to produce good weld at the beginning of the shift fail to maintain the same weld quality throughout the life cycle of the process time between subsequent cap changes or time between the tip dressings despite contamination of the part and the equipment.
Projection welding equipment is easy to adjust to different parameters so it can be used for a wide variety of parts and components.
Pdf Research On Weld Nuts Fixed By Resistance Welding
Projection Welding For Nut And Bolt Attachment

Projection Welding For Nut And Bolt Attachment
Wo2015127431a1 Process For Welding Weld Nuts To High Strength Steel Google Patents

Http Prosiding Bkstm Org Prosiding 2012 Mat 049 Pdf
Wo2015127431a1 Process For Welding Weld Nuts To High Strength Steel Google Patents

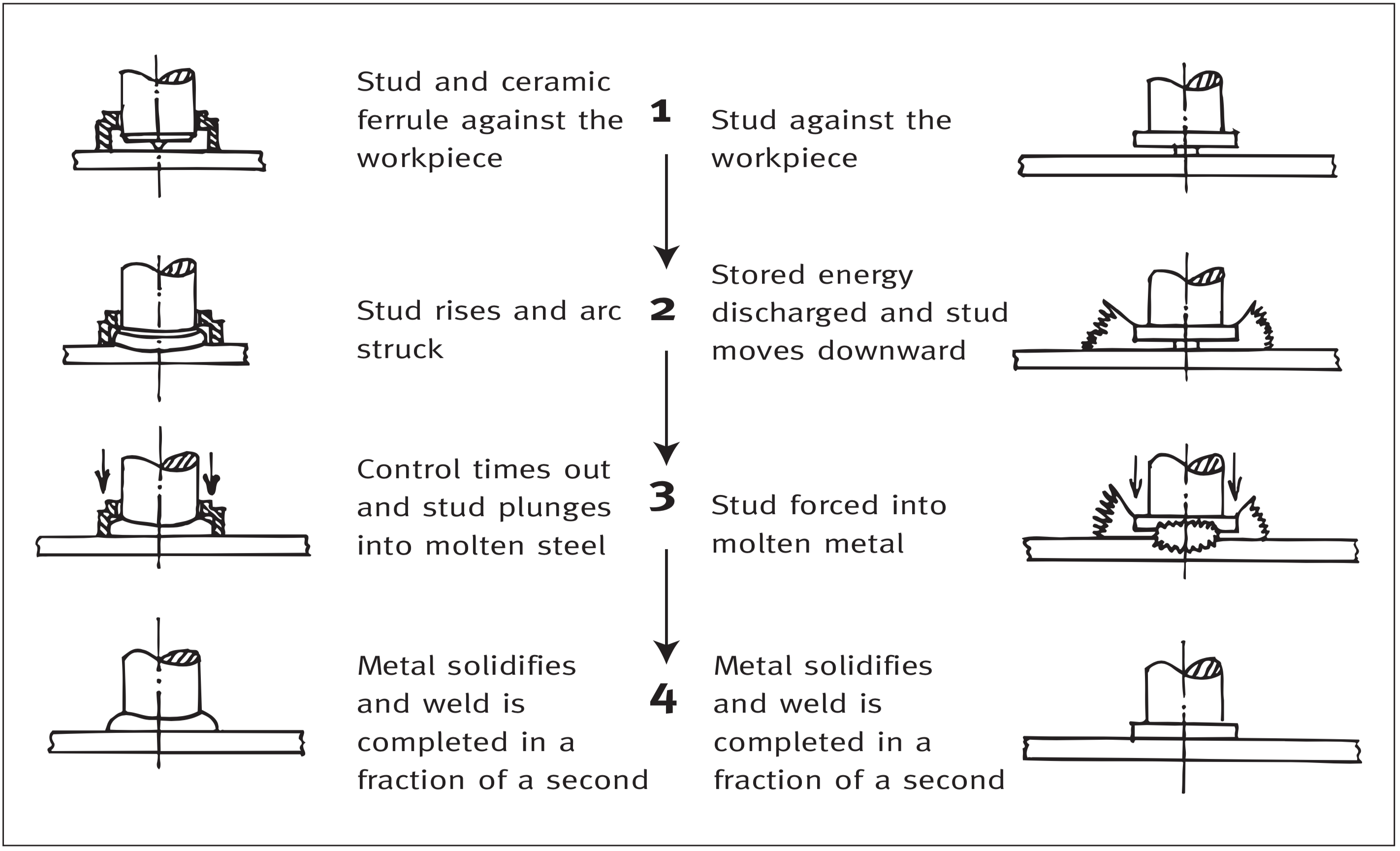
What Is The Projection Nut Stud Welding Principle Process Inspection Method And Testing Procedure Quora
What Schedule Should Be Used To Cross Wire Weld 9 Gage Low Carbon Galvanized Steel Wire How To Resistance Weld
The Welding Of Stainless Steels Safe Food Factory












0 comments:
Post a Comment