I have pointed out many variables that obviously can affect the projection nut welding process when all appears to be running normally. Failures in resistance projection welded nuts used in automotive components especially those located in structural areas or that compromises the safety of the occupants may be considered catastrophic since in most cases rework these bodies is extremely difficult.

Resistance Seam Welding Rsew Seam Welding Welding Seam
However one potential difficulty for the success of projection welding is the cleanliness of the parts or presence of surface films that can inhibit bonding.

Projection welding failure. 12100 Sunrise Valley Drive Suite 220. The final projection when it makes contact will do so under current meaning that an arc will occur and lead to expulsion. Weld failures can result from weld defects such as cracking or inclusions but there are a number of other issues in the welding operation that can also contribute to the problem.
Some but not all of these may be corrected with weld schedule changes. The failure modes of the welded joints were also discussed. Experimental Procedures Two different types of weld nuts were used in this study.
Introduction Resistance welding process is the most significant joining process in the automobile industry due to its high speed and suitability for automation. Metal thickness and composition is a significant matter here. Disadvantages of Projection Welding.
An overheated projection or projections can expel material. So this should be. When welded with projection welding most of the zinc plating gets flashed out during the early part of the weld cycle.
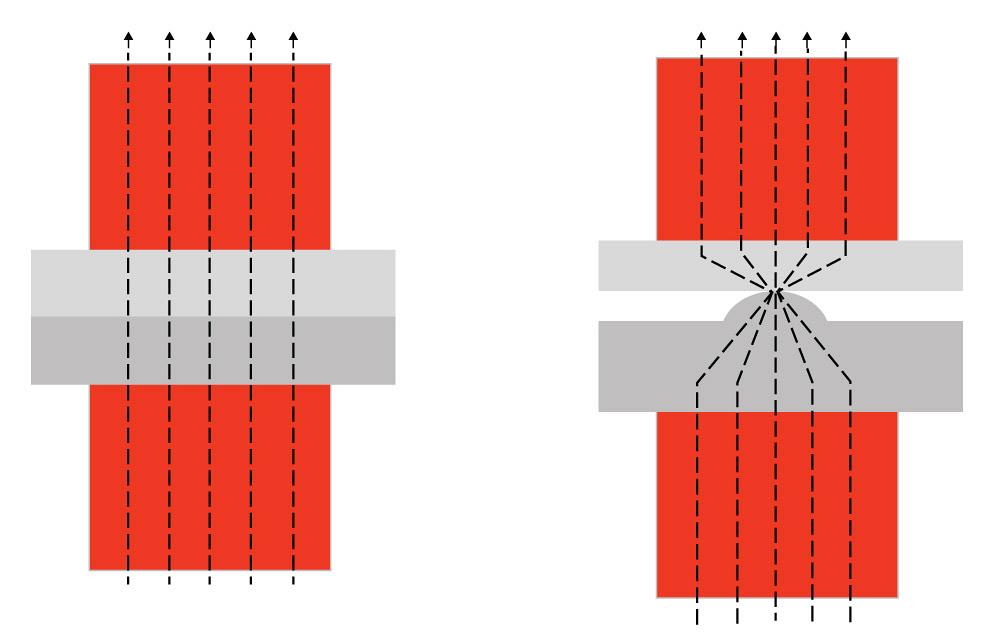
Worn cables and shunts will definitely change the weld results. A significant aspect of projection welding is the limited distortion associated with it which is certainly advantageous in terms of geometrical stability. These projections are used to concentrate heat generation at the point of contact and therefore to generate a weld nugget faster and at a lower current l e v el compared to conventional spot welding.
Projection welding is the variations of the spot welding which is a kind of resistance welding. Projection welding is a resistance welding process of joining two sheets or a sheet and a thick component or a small component like nut to a big body like automotive chasis by making raised portions or projections on one of the components where weld nugget is. When welding using multiple projections ensure that the projections are of.
The metal mostly used on building or engineering may not be rigid enough to support the projections. Moreover this process can utilize robots. Some of the problems encountered in the real world are misalignment uneven height projections uneven size projections missing projections and poor follow up.
Many factors affect the heat generation and projection collapse of the projection welding process. Tin plating is squeezed out and allows base copper on both sides to come in contact and form a strong copper-copper solid-state bond see Figure 5. Projection size or shape.
You cannot apply this welding method on every type of materials. This is one of the most unpleasant weld defects because this acts as a cause for Natural stress. The recommended distance is four times the diameter of the projection.
Lack of Penetration is one of the weld defects that occur as a result incomplete penetration of the weld defect through a joint. EPRI Palo Alto CA. More in-depth discussions of these topics are available in other articles in this blog.
The results when welding tin-plated copper parts are similar. The plating should have a lower melting point than the base alloy. When welding several projections at the same time problems may occur in the heat balance of the joint or in the flattening of the projections.
Even some coppers and brasses cannot be welded using projection welding. Projection welding is a variation of resistance welding in which current flow is concentrated at the point of contact with a local geometric extension. When this defect is pressurized it may result in the failure of the entire weld metal.
High weld current high weld force and long squeeze and hold times may cause deep indentations that do not meet specifications. The goal of course is. Failure Modes and Effects Analysis FMEA of Welded Stainless Steel Canisters for Dry Cask Storage Systems.
Any or all can or will cause havoc with push off tests. Whatever the cause there is the potential for these failures to be catastrophic should they occur in a load-bearing application. Problems can often be avoided by increasing the distance between projections.
Iii ACKNOWLEDGMENTS The following organization under contract to the Electric Power Research Institute EPRI prepared this report. ExpulsionBurn-Through Issues with high electrode follow-up high current and welds too close to the edge may cause the expulsion of molten metal during welds. The projection points.

Schematic Representation Of Resistance Spot Welding 1 Download Scientific Diagram

Pin On Mechanical Engineering
Joining Methods For Aluminum Alloys A Resistance Spot Welding B Download Scientific Diagram
The Interviewer Weld World This Or That Questions What Is Welding Interview Questions
What Is Projection Welding Advantages Application


Characteristics Of Resistance Spot Welding Using Annular Recess Electrodes Sciencedirect
Projection Welding 101

Thermit Welding Welding Mechanical Engineering Mechanic

Weld World The Welding S Tips Tricks Inventions History Timeline Arc Welding Welding Welding Tips










0 comments:
Post a Comment