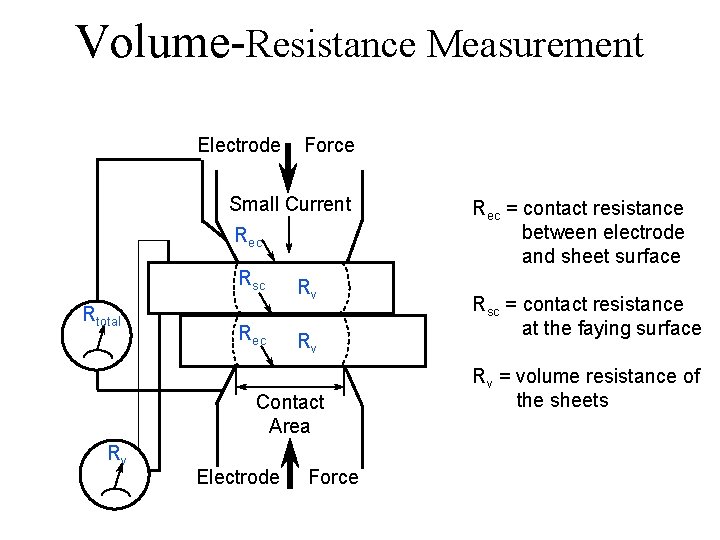
Weld current Electrode Force The purpose of the electrode force is to squeeze the parts to be weld and the primary. The force required for stronger and high hot-strength materials such as stainless steel or nickel alloys may be 2 to 4 times this level.

Resistance Spot Welding Cycle F Is The Forging Force And I Is The Download Scientific Diagram
Copper brass and plastic tubes with one end cut on a 45-deg.
Spot welding electrode force. The spot welding parameter will produce strong joining and good quality of welding. As one of the most important parameters during the process the electrode force can influence the process in. Where Q heat generated kJ I welding current kA R resistance Ω and t weld time cycles 1 cycles 20 ms for a 50 Hz spot welding machine.
The level of the electrode force influences the resistivity in the circuit. This paper deals with the effect of electrode force on resistance spot welding process. Spot welding parameters include.
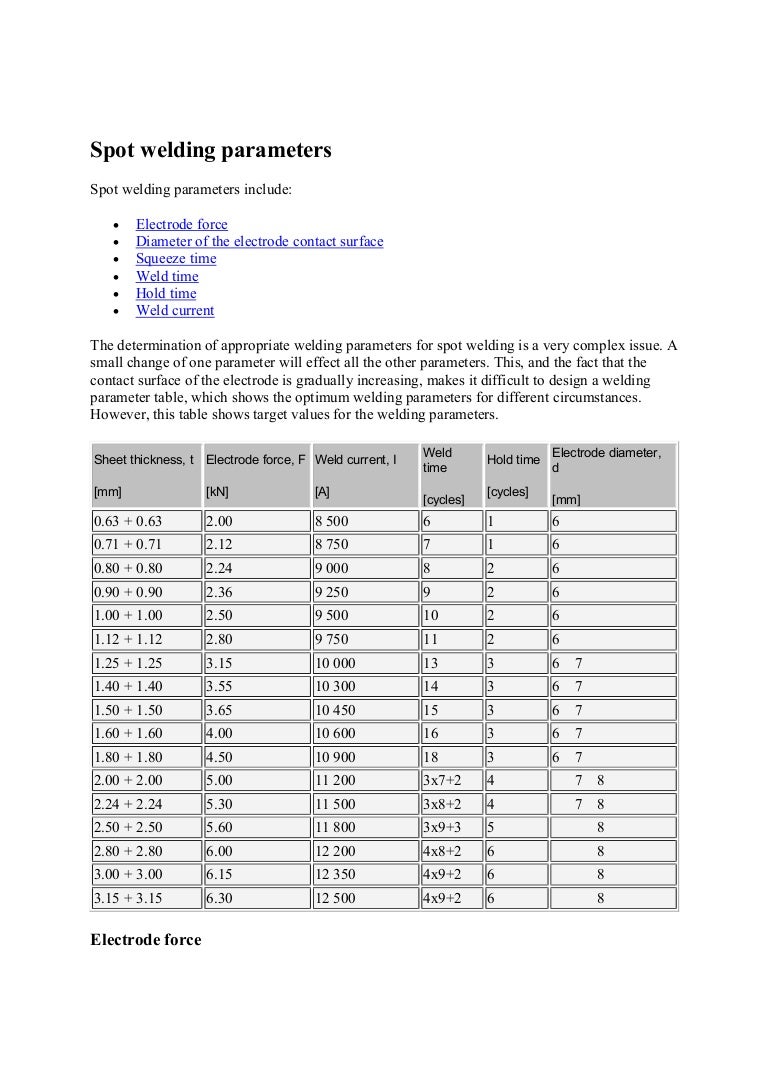
The electrode force is a variable in the welding process which affects between the electrode tips and is classified into a squeeze welding and holding force 11 15. 18 rows Spot welding parameters. Do not forget to maintain good water cooling of the electrodes.
See also What electrode material should I use for resistance spot welding. Thus a spot weld made in two sheets each 1 mm in thickness would generate a nugget 5 mm in diameter according to the 5t-rule. Proper water cooling is critical to long electrode life and most tips come with drilled internal water passages.
The experimental results showed that increasing electrode force welding current and welding time increased the tensile-shearing strength of the welded specimens. During the resistance welding operations if their tensile strength is exceeded they will bend or collapse and fail from the mechanical force being exerted on them. The current and the heat generation are localized by the form of the electrodes.
The purpose of the electrode force is to squeeze the metal sheets to be joined together. Diameter of the electrode contact surface should be slightly larger than the nugget diameter. The electrode force required for spot welding low carbon steel is typically 15 to 2 kN per mm of its sheet thickness and is slightly higher for coated steels.
Spot welding parameters include. Angle will help force cooling water inside of the electrode as close as possible to where heat is generated during the weld. Diameter of the electrode contact surface 3.
Spot welding is a resistance welding process for joining metal sheets by directly applying opposing forces with electrodes with pointed tips. However the force must not be to large as it might cause other problems. This requires a large electrode force because else the weld quality will not be good enough.
Ensure the tip size is correct and that the tips are aligned and applied square to the sheet when the electrode force is. Weld Force Weld Time Cool Time Number of Pulses Weld Sequence Cycles Hold Time Cycles Electrode Size 145 - 164 950 21 1 3 7-1-7-1-7 5 2 Table 3. The weld nugget size is usually defined by the electrode tip contact area.
Squeeze time is the first sequence of a weld schedule. Resistance spot weldability is defined as the acceptable welding current ranges as determined by the weld lobe in resistance spot welding. Hardness measurement results indicated that welding nugget had the highest hardness and this was followed by the heat-affected zone and the base metal.
The most common causes are. More frequent electrode dressing with automated electrode dressing tools is a recommended strategy to control the electrode condition and minimise the effect on weldquality. Generally all spot welding electrodes are made from a copper alloy.
For example spot welding two sheets of 1 mm thickness would require an electrode with a contact diameter of 6 mm. The force is used to ensure a uniform current introduction into the joining elements. Electrode force plays a huge role in the heat generation during the spot welding process according to equation Q I2 x R x t.
It is designed to allow the electrodes to close and build up full force on the parts before current is applied. Nowadays many studies have focused on the effect of. Spot Welding Supplies Resistance Welders Electrodes Holders Weld Force Gauges Tuffaloy CMW Contacts Metal Welding Copper Tungsten Molybdenum Water Cooled Jumpers Copper Tungsten Elkonite Copper RWMA Alloy Class 2 3 110 Bar Stock Electrode Dressers Electrodes Force Gauges Dallas Texas Southwest.
Electrodes are dressed very frequently when making aerospace quality welds to avoid any contamination of the contact faces. If squeeze time is too long it does not hurt the welding operation but it does increase the cost of the total operation by increasing the total time of the weld schedule and thus fewer parts per shift. Weld nugget size requirements Governing Metal Thickness mm Minimum Weld Size Note 1 Weld Size Upper Limit Note 2 DCX Weldability DoE High Value 160 - 189 55 65 73.

Resistance Spot Welding Case Represented By The Initial Finite Element Download Scientific Diagram

4 Parameters Of Spot Welding Download Table

Figure 3 From Dynamic Electrode Force Control Of Resistance Spot Welding Robot Semantic Scholar
Spot Welding Spot Welding Lesson Objectives When You

Resistance Spot Welding 26 Download Scientific Diagram
Spot Welding Parameter
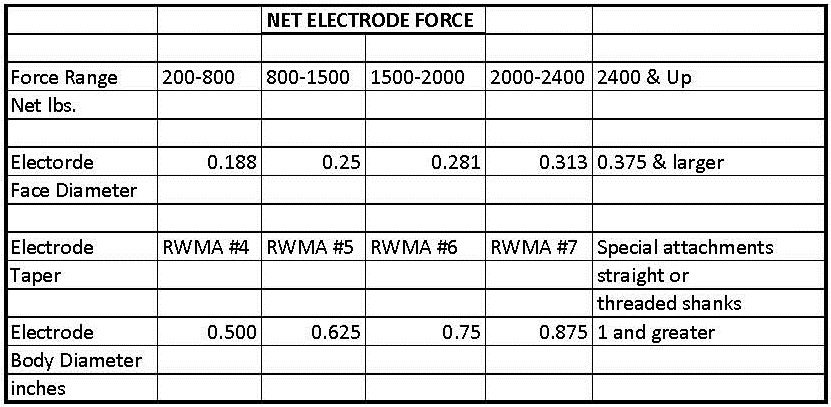
How Do I Determine Electrode Size Vs Force How To Resistance Weld

Schematic Of Setup For A Resistance Spot Welding And B Peel Test Download Scientific Diagram

Resistance Welding Parameters Welding Current 1 And Voltage 2 Download Scientific Diagram










0 comments:
Post a Comment