Magnetic pulse welding MPW method for dissimilar sheet metal joints. Materials with different compositions within a particular type eg austenitic stainless steel ferritic stainless steel.
Sem Images Of The Cu Weld Metal Brazing Interface Zones Formed With Download Scientific Diagram

Various dissimilar combinations of metal have been welded including steel to copper base alloys steel to aluminum stainless to nickel base alloys etc.

Pulse welded dissimilar metal joints. Solid state welding allows manufacturers to significantly improve their product designs and production results by enabling both dissimilar and similar materials to be welded together thus providing the opportunity to use lighter and stronger material combinations. No reports have been found on the fatigue resistance of magnetic pulse welded dissimilar joints a crucial topic for ensuring the safety and reliability in aerospace and automotive industries. Magnetic pulse welding MPW method for dissimilar sheet metal joints By Mehrdad Kashani Application of high velocity impact welding at varied different length scales.
Tubes and sheets with several combinations of dissimilar materials have already been welded by MPW. Metals ceramics polymers composite Ferrous to non-ferrous. The effect of the major process parameters including the dual-beam power ratio of Rs and dual-beam distance d 1 on the steelAl joint characteristics was investigated concerning the weld.
In any case the presence of the intermediate intermetallic media introduces a new weld variance that is particularly suggested for dissimilar metal joints produced in MPW. Magnetic pulse welding MPW is an impact welding technology for producing metallic bonds of similar and dissimilar materials offering advantages such as avoidance of. Diffusion bonding and adhesive bonding are other workable alternativesThe magnetic pulse welding MPW is one of the reliable methods that can be used for the dissimilar metal joints.
Can be joined and the quality of the joint. However in this method one metal plate. Magnetic Pulse Welding MPW Method for Dissimilar Sheet Metal Joints Tomokatsu Aizawa and Mehrdad Kashani Tokyo Metropolitan college of Technology Department of Electronic and Information Engineering 1-10-40 Higashi-Ohi Shinagawa-Ku Tokyo 140-0011.
Magnetic pulse welding MPW exhibits an enormous advantage on welded joints of dissimilar metals. In friction welding only a very small amount of the base metal is heated and that which is melted is thrown from the joint therefore the intermetallic material is kept to a very minimum. Dissimilar materials welding refers to the joining of.
The magnetic pulse welding is solid-state joining process of conductive metals such as aluminum brass or copper to steel titanium stainless aluminum. The magnetic pulse welding is solid-state joining process of conductive metals such as aluminum brass or copper to steel titanium stainless aluminum magnesium copper and. Therefore a systematic study of the dissimilar pulsed laser welding of stainless steel and brass alloy to simultaneously evaluate the mechanical and metallurgical properties and welding heat transfer can be an innovation in the welding of these two metals considering the limited number of studies in this context.
Actually several combination of dissimilar metal joints with high strength have been fabricated by magnetic pulse welding 3. Two different alloy systems eg steel stainless steel Materials of different fundamental types. Aluminum-copper AlCu joints are in demand for electronics electric power transfer heat exchangers etc however bonding using techniques based in melting are very difficult due to their physical properties mismatch.
W elding parameters such as laser beam power laser beam diameter pulse duration and. The microstructure and mechanical properties of pulse metal inert-gas MIG welded dissimilar joints between 4 mm thick wrought 6061-T6 and cast A356-T6 aluminum alloy plates were investigatedThe tensile strength of the joints reached 235 MPa which is 83 of that of 6061 aluminum alloy and then decreased with the increase of travel speed while keeping other welding parameters. Magnetic pulse welding is a fast non-.
Typical dissimilar magnetic pulse welds with a vortex development b intermetallic pockets and c continuous intermetallic layer at the interface 33. The Magnetic Pulse Welding MPW process has been developed to an industrially used joining method which is considered to be a fas t noncontact clean and cold solid state. Deals with dissimilar metal laser welding between DP1000 Steel and AA1050 by employing a pulsed Nd.
The magnetic pulse welding MPW is one of the reliable methods that can be used for the dissimilar metal joints. The special microstructures ie IMC in the dissimilar weld would weaken the fatigue strength of the joint even though the weld showed well performance in static loading conditions 12. Welding of dissimilar steelAl lapped joints of 15 mm in thickness was carried out by using dual-beam laser welding with side-by-side configuration.
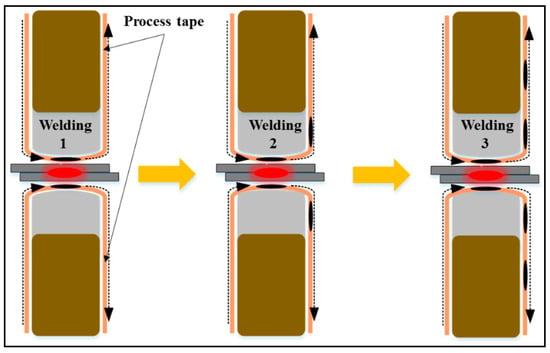
Various process parameters discharge energy and standoff distance were considered to weld. Dissimilar T-joints between 4-mm-thick wrought 6061-T6 and cast A356-T6 aluminum alloy plates are made with pulse metal inert gas welding P-MIG process and the weld geometry microstructure and mechanical properties of the joints are investigated. Pulse welding is one of solution for fabricating of sound dissimilar metal joints.
The Fine Structure Tem Of The Weld Metal Of Welds A C And The Download Scientific Diagram

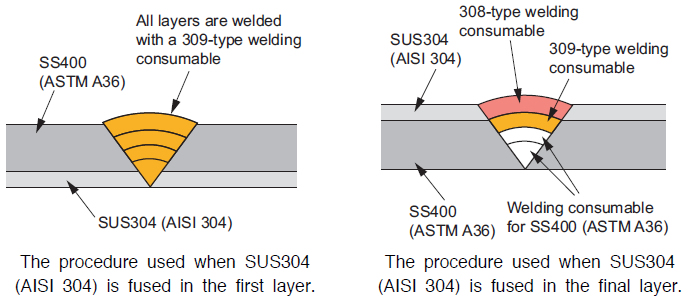
Welding Of Stainless Steel Education Center Kobelco Kobe Steel Ltd
The Microstructure Of Weld Metal And Haz Of Sample 3 Austenitizied At Download Scientific Diagram

Metals Free Full Text Thermal Effects In Dissimilar Magnetic Pulse Welding Html

Metals Special Issue Dissimilar Metal Welding
Metals Special Issue Dissimilar Metal Welding
Weld Metal Wm Made By Inconel 82 Filler Metal A Interior Of Weld Download Scientific Diagram

Metals Special Issue Dissimilar Metal Welding
The Fine Structure Tem Of The Weld Metal Of Welds A C And The Download Scientific Diagram












0 comments:
Post a Comment