For small parts this is feasible but for pipes or plates the energy cost and magnetic leak back make it impractical. Power generating station eh.
Pin On Welding
Heat the weld zone to cherry red and let cool.

How to weld a magnetized pipe. When the measured remanence level is less than 2010-4T the welding of the root of the weld is completed which is the best demagnetization process. Were welding two 7 sections of drill pipe together thats going to be driven into the ground as piling to supports heavy staircases. Anyway if anyone has any advice or tips it would be much appreciated.
Can you weld magnetized metal. Try wrapping it clockwise then counterclockwise if that doesnt work. Welding steel that is influenced by a magnetic field will challenge even the best welders skills.
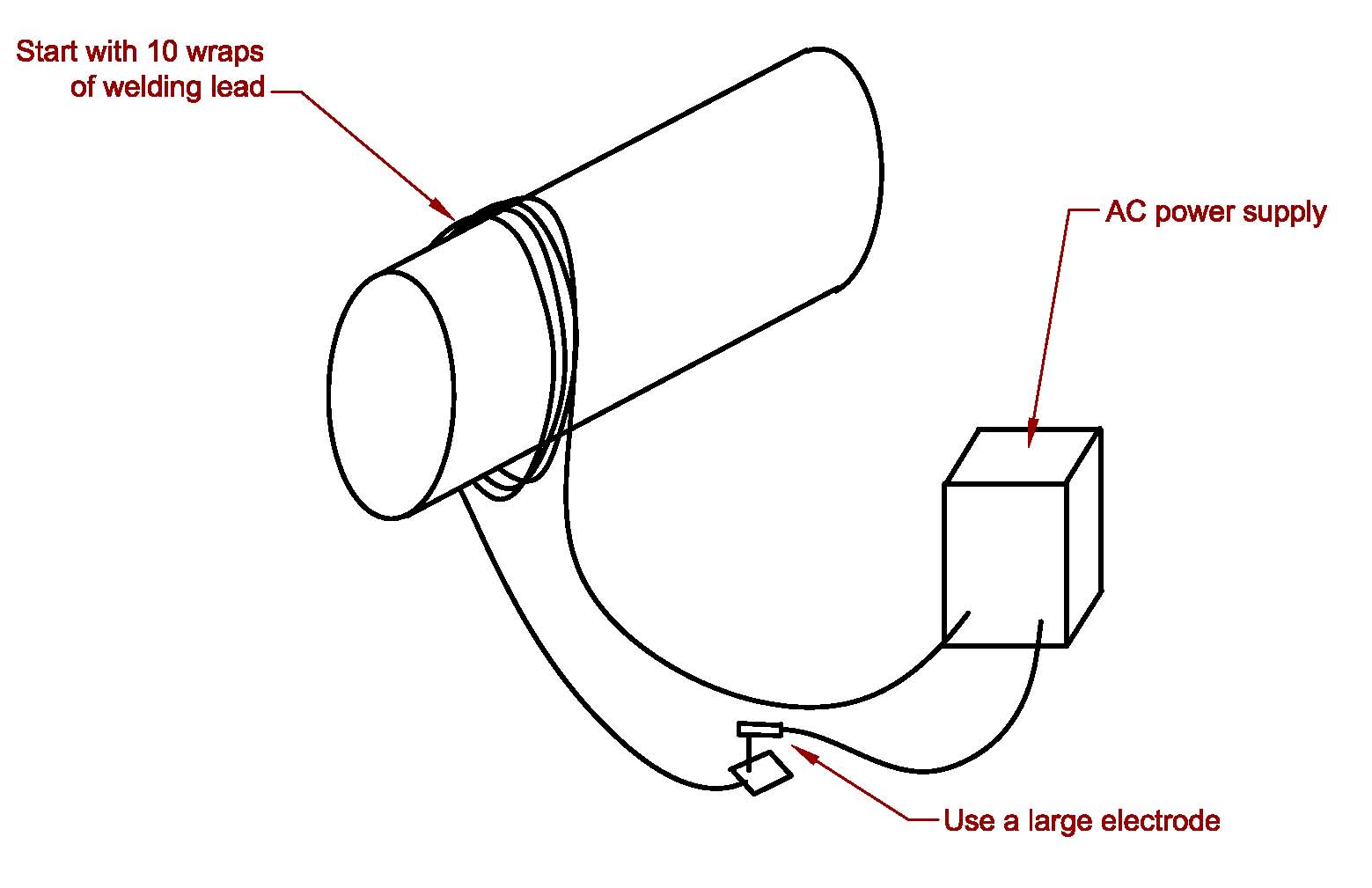
Try preheating the area to be welded without knowing specific chemical composition of the pipe a good starting point will be around 300 degrees F A higher preheat may be required again I doubt if magnetization is the source of cracking. Its important that the lead be tightly wrapped both against the pipe and against each other while keeping the wraps 4 to 5 in. With an electric arc welding a magnetized metal will be challenging because magnetism will interfere with the arc.
Try this before you. Back from the end being welded so as not to burn the insulation covering the lead. The pipe is heavily magnetized and were trying to get full penetration so it doesnt snap when its hammered.
However under the right conditions magnetically hard alloys of iron steel and even some natural minerals can become magnetized by a lightning strike. Clockwise or try counter clockwise. A long welding lead protected to prevent arcing that is coiled or draped over the pipe circumference.
This involves the welder wrapping the welding lead around the pipeline and attempting to strike an arc. Magnetism acceptable level for weld referred to in the literature citied appear to be based on balancing the residual magnetism level in the adjacent pipe ends but over 40 gauss demagnetizing is still required. I wrap the lead around the pipe three to six times about half the pipe diameter away from the weld groove on the opposite side from the direction of the arc blow pull.
Arc blow is the negative result of a welder attempting to service a magnetized pipe. The piping seems to become magnetized after sitting on the jack stands for a few hours even if not being touched and is also becoming magnetized after welding on it. This can only be accomplished by trial and error.
Figure 1 shows a 24 pipe being prepared for welding. Sometimes everything welds great but sometimes I have a hard time getting a good weld to form its like the material wont be fuse together. Get a clean shiny ground and weld joint on that rusty pipe too before starting.
Remove the magnetism completely. Wrap your ground lead around the pipe 3 or 4 times. If performed properly you should be able to hold a paper clip to the end of the pipe and it should fall to the ground if the magnetic field is reduced sufficiently.
Welders still become frustrated and the welding leads or equipment can become damaged due to over-use. Cables can overheat and burn out quickly. Magnetism can cause welding defects or even extinguish the arc.
To counter this you can weld with AC current or demagnetize the metal. The first and easiest way is to weld this shaft with the SMAW stick process with AC polarity and use an AC welding rod. You can weld magnetized metal with oxy-fuel welding but not with arc-based processes.
Repeat the steps after removing a wrap of welding lead until there are no more wraps to remove. Try welding magnitized pipe useing ac stick 6011 rodssince ac is being used polarity wont be a factor also try wraping sevral coils of welding lead around your work peice if that fails try hitting the work peice with a small sledge hammer this helps the steel molicules repolirize it self. I em also having issues with magnetized pipe.
Under special circumstances short-circuit the welding tongs with the welding rod to the other end of the electrode for 10 seconds at a current of 300A and then disconnect it. Start with a low setting and increase gradually after a few minutes. Start your wraps far enough back from you stinger that you.
The other alternative is to wrap your work clamp ground lead a dozen times around the pipe near its clamping point to create an induction coil and cancel the magnetism. One common method that I have used on pipelines in the oil and gas industry is to create a magnetic coil with the work lead. Residual magnetism is excess of 40 gauss is not uncommon in pipeline pipe.
And welder working in the oil field will face the dreaded mag pipe sooner or later and they will all stugle and fight it sware and throw. Place the magnetized 304 steel pipes in the furnace and close the door. The material can be heated to the Curie Point typically 1000C and allowed to cool in a zero field.
Remove the magnetic field through degaussingIn a similar way to Navy ships during WW2. Welding magnetized drill pipe sucks. The pipe is transported with a fork lift and faced with an electric facing tool then set up on jack stands that run a long distance.
Secondly attach the work clamp as close as possible to the welding joint. The presence of magnetic forces will cause a magnetic reaction that leaves undesired deposits on the pipe. Tip for welding extremely magnetized pipe.
Once again energize the circuit using high current and reduce the current. Make a root pass with 6011 using AC. Demagnetizing is the process of removing a magnetic field from a specific area of a pipe in order for a welder to properly service the pipe.
Demagnetizing Solutions can help overcome the issues of pipeline magnetism and prevent costly delays. The opposing magnetic field can be introduced by two methods.
Pin On 2019 Welding Articles

Pin On Welding And Metal Working

Pin On Metal Working Welding

Pin On Welding

Magnetized Pipe Industrial Degauss Pipeline Demagnetizing Pipeline Degaussing Pipeline Demagnetizer Pipeline Degausser Pipeline Demag

Magnetic Arc Blow Joint Degauss Youtube

Pin On Tools

Magnetized Pipe
How To Stick Weld Pipe Welding Tips And Tricks Advice Youtube












0 comments:
Post a Comment