Formier gas N 2 5 - 12 H 2 is an excellent alternative for conventional austenitic steels. The backing gas component hydrogen has two essential properties.
304l Grade Of Austenitic Steel Plate Set Up With Backing Bar Download Scientific Diagram

If youre welding stainless steel pipe with a traditional process like TIG or stick it likely requires a back purge with argon gas.

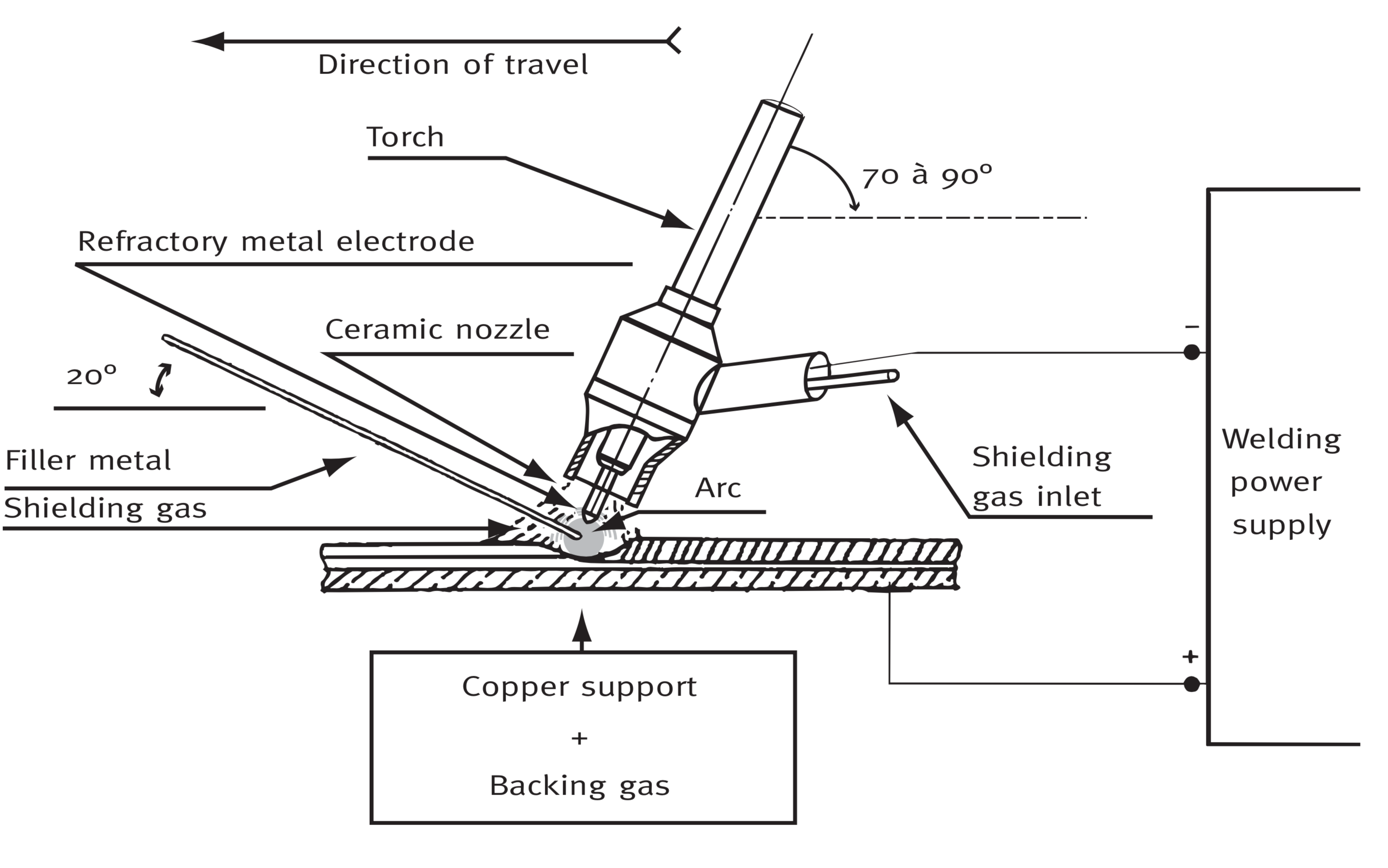
Backing gas for stainless steel welding. Gases for all types of stainless steels The right gas mixtures for TIG and plasma welding VARIGON He30 This argon and helium gas mixture is suitable for TIG welding all grades of stainless steel. 70 à 90 20 Direction of travel Shielding gas inlet Copper support Backing gas Filler metal Arc Shielding gas Welding power supply Torch Ceramic nozzle Refractory metal electrode Principle of manual gas tungsten-arc welding. Welding stainless steel requires selecting shielding gases that preserve its metallurgical composition and associated physical and mechanical properties.
No backing gas NBG code welds on stainless steel are user friendly and contribute to reducing overall welding and setup costs. According to the joint thickness the welding process used and the size of the parts to be joined backing gas protection may be required for the third pass too. In weld speak this is know.
But the cost of the gas and the setup time for the purging process can be significant especially as the pipe diameters and lengths increase. Backing gas is required also when supports are directly welded to stainless steel piping having thk of 4 mm and lower. When you are welding stainless steel pipe for the food serviceindustrial or automotive industries back purging is done to prevent the formation of oxides inside of the pipe which are caused by the presence of oxygen.
AS per ASME SecIX Backing Gas is not an essential variable for PNo8 materials but the applicable Client specification will cover this aspect and make it mandatory to use Backing Gas for. Argon is heavier than air so once your argon level has risen above the weld level you should have 0 oxygen whereas the nitrogen combines with the air to. The steel is in sheet form 10mm thick butt welded using ASTM S32205 filler wire.
As you are probably well aware argon and nitrogen as purging gases work in different ways. Some stainless steel welding codes require gas shielding on the back side. Therefore the recommended shielding gas to use for short circuit stainless steel MIG welding is a tri-mix shielding gas such as 90He75Ar25CO2.
Stainless steel welds without the presence of backing gas for ASTM A 312 Types 304304L and 316316L materials have been evaluated and compared to matched control welds performed with the presence of backing gas. If you have ever welded stainless steel pipe you know that purging the back side is part of the gig. Resistance especially when used with duplex steels.
Welding stainless steel tubes and pipes typically requires back purging with argon gas when using traditional processes such as gas tungsten arc welding GTAW and shielded metal arc welding SMAW. Typically for the welding of thin wall stainless steel sheet and vessels from one side only the backing tape can be attached to the backside of the weld to support the weld pool keep the argon from the weld torch surrounding the weld pool and eliminate the need to back purge while giving a consistent high quality underbead profile. The addition of helium to argon increases the available energy to the weld pool making it more fluid.
The torch shielding gas will remain as Argon2 Nitrogen. Purge gas backing fluxes fight off oxygen Purging stainless-steel pipe with ar- gon or nitrogen for 300-series alloys with less than 10 percent nickel re- quires the purge gas to flow long enough to displace the air from the pipe and create an atmosphere of less than 1 percent oxygen. This means that hydrogen is able to bond any residual oxygen still present and assuming sufficiently high temperatures can return oxides already present to their constituent elements.
All welds were performed in shop and field environments utilizing GMAW-SNo Backing Gas NBG. Food service codes for example do not tolerate a bunch of germ trapping crevices in the weld area. A back purge removes contaminants and provides backing but it also adds significant time and money.
This in turn increases the penetration. Common shielding gas elements for stainless steel include argon helium oxygen carbon dioxide nitrogen and hydrogen see Figure 1. The gas contains an active component H 2 which brings down the oxygen level in the weld area.
Using High Deposition Metal Transfer Gas Tungsten-Arc Welding HDMTGTAW Open root welding of austenitic and duplex stainless steel with gas tungsten-arc welding GTAW is typically performed using an inert backing gas for purging such as argon to protect the root pass from atmospheric contamination and oxidation. Selection of shielding gases for welding stainless steel. Pure argon is by far the most common gas for root protection of stainless steels.
The results are substantial productivity gains on existing projects. Likewise people ask do you need gas to weld stainless steel. Firstly it is strongly reducing.
Therefore you do not want to use a completely inert shielding gas such as 100 helium or 100 argon for stainless steel MIG welding. Does anyone have any experience of using Nitrogen as a backing gas for the welding of stainless steel - in particular duplex grade 14362 to EN10088 ASTM S32304.
Gas Shielding Is Critical For Stainless Steel Welds
Pin On 111 Mma

Backing Bars For Stainless Steel Welding Youtube

The Welding Of Stainless Steels Safe Food Factory
Welding Of Stainless Steel Education Center Kobelco Kobe Steel Ltd
Tech Talk Back Purging Welds What And Why Soul Performance Productssoul Performance Products

Essential Variables Nonessential Variables And Supplementary Essential Variables In Wps Engineering Blog Variables Essentials Welding Inspector
How To Tig Weld Aluminum Gaps Using Stainless Steel Backing Welding Tips Metal Working Steel

Pin On Welding












0 comments:
Post a Comment