Projection welding tests is easy to realize in industry since tests may be performed in situ. The projection welding technology of nut to steel is a key process in auto manufactories.
Standards And Testing Spottrack

Lean Six Sigma Yellow Belt LSSYB.

Projection welding testing. Tighten a nut of the same material as the stud against a washer bearing on the sleeve with a torque wrench to apply a tensile load on the stud. The projection points are arranged on the workpiece and the nuggets are formed at the projection points. The standard specifies tests that may be used to qualify welding procedure specifications for resistance spot seam and projection welding methods.
Testing threaded studs After pre-production welding and visual inspection. Secure the threaded stud in an appropriately sized steel sleeve. Resistance Projection Welding RPW Fundamentals The resistance welding is a pressure joint based in the melting of materials produced from the Joule effect in the contact surface electrical resistance between them generating heat during the flow of electric current.
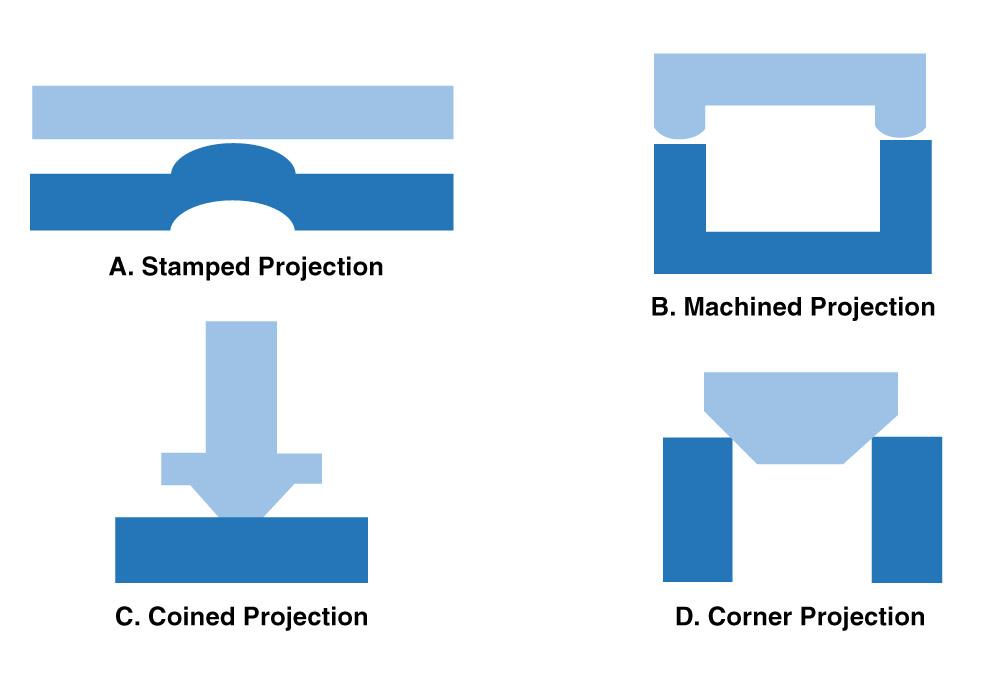
Projection welding is a resistance welding process for joining metal components or sheets with embossments by directly applying opposing forces with electrodes specially designed to fit the shapes of the workpieces. Short length T joints eg. 14 or 15 can be made by forming projections in.
The aim of the hardness tests is to determine the Vickers hardness in the low-force or microhardness range of the weld nugget the heat affected zone and parent material in ferrous or non-ferrous metals for welds made in sheets of thickness 05 mm to 6 mm. This International Standard applies to welds made in two or more sheets in the thickness range of 05 mm to 30 mm. As a distributor for quality-driven companies like SEKI and as a manufacturer of the ProLine Nut Verification System G-Series we have all the tools and equipment you need for an efficient accurate nut welding.
Brackets spigots and weld nuts to sheet metal where there is access from only one side and for making attachments to solid forged or machined parts. How do you measure weld nuggets In most manufacturing operations nuggets are tested by pulling a test part or test coupon apart after welding. Projection welding is a type of resistance welding that focuses current and force to a single point or line at the beginning of a weld.
ISO 104472015 specifies the procedures and recommended tooling to be used for peel and chisel testing of resistance spot and projection welds. Projection welding is an ideal method of fastening attachments eg. It is likely that a standard published 3 or 4 projection weld schedule does not exist in the literature.
Projection welding is the variations of the spot welding which is a kind of resistance welding. The options are start testing from scratch or look at spot welding data for the same material that may exist. Schmidt specializes in projection welding machines consumables and accessories.
The preliminary welding procedure specification pWPS must be prepared in accordance with EN ISO 15609-5. EN ISO 143292003 Resistance welding Destructive tests of welds Failure types and geometric measurements for resistance spot seam and projection welds ISO 143292003. Then the resultant pulled weld nugget is measured with a set of calipers in two directions 90 degrees apart.
The aim of these tests is to determine. This International Standard specifies the procedures and recommended tooling to be used for peel and chisel testing of resistance spot and projection welds. One of the main differences between conventional sheet-to-sheet resistance welding and projection welding is that projection welding is a dynamic process involving considerable movement of the upper electrode.
Scope of testingTesting includes non-destructive and or destructive testing. This International Standard specifies the procedures for the hardness testing of etched cross-sections of resistance spot projection and seam welds. In part II an approach of characterizing the electrical properties of AC resistance welding machines is presented involving testing and modelling mathematical of the.
This is frequently done with a combination of hammer pliers and chisel. ISO 104472015 applies to welds made in two or more sheets in the thickness range of 05 mm to 30 mm. The best way is to use a known similar weld schedule to estimate for the initial test coupons.
Projection Welding G E Schmidt
Projection Welding 101

Projection Welding An Overview Sciencedirect Topics

Projection Welding 101
Standards And Testing Spottrack

Resistance Projection Welding 2018 04 05 Assembly Magazine

Tech Tips Destructive Weld Testing Youtube

Projection Welding 101

Destructive Test For Spot Projection Welding Chisel Test Peel Test Youtube












0 comments:
Post a Comment