Welding machines are classified as constant voltage or constant current. Mostly in almost all applications with various small projections are molded on single parts surfaces which need to weld.
Metals Free Full Text Optimization Of The Resistance Spot Welding Process Of 22mnb5 Galvannealed Steel Using Response Surface Methodology And Global Criterion Method Based On Principal Components Analysis Html
The operating pressure during the resistance projection welding process was set between 010 and 035 MPa at intervals of 005 MPa.
Projection welding current and voltage. By definition the basic functions of resistance welding are pressure current and time. The internal circuitry of the power source then supplies an appropriate amount of welding current necessary to maintain a stable arc. In projection welding the pieces to be joined are clamped.
The solid state of water is ice. Projection Welding is a popular type of resistance welding. Different shielding gases may further affect the weld as well.
1986The technique is also limited to Charpy-type specimens. As the name suggests Projection Welding is used for welding multiple projections on the workpiece. With projection welding the welding machine is a spotprojection welder with typically a 50 kVA transformer and a projection load of some 450 kgcm 2 Shogan et al.
Major welding variables in projection welding include current time force electrical resistivity thermal conductivity interfacial resistance projection diameter height and shape as well as strength at different temperatures of the metal being welded. Steel as it is seen at most times is in the solid state. The GMAW process variables of current and wire feed speeds are interrelated so one cannot be independently.
Since the weld point has such a low resistance you do not need to apply much voltage across it for it to conduct LOTS of current. By billvanderhoof Date 04-30-2004 0306. Projection welding is one kind of resistance weld where the shape or design of the part is used to make subtle point contacts to concentrate the current during welding.
Nowthe switch is generally selected as apair of silicon-controlled rectifiers SCR. Constant current machines stick and tig mostly try to keep the current more or less constant. These projections can be circular round dimples extended corners rib type or elongated ridges of weld nuts.
The relationship between voltage and current amperes is Ohms law VIR. An altemating current AC welder is selected as the welding powersupply. On the welding machine is correct and that the cooling systems power is turned on.
Its maiucircuit consists of apower switch and a transformer. The circuit is shownin Fig5. The changes of state of material due to these applications of heat energy can be explained by using water as an analogy to steel.
The charging voltage that was used varied from 150 to 350 kA with the welding time remaining constant at 44 ms. The electrodes used in. For GMAW-CV the welder selects the wire feed speed WFS on the wire feeder unit and an appropriate voltage on the welding power supply.
Welding currents with electrode-positive reverse polarity result in deeper penetration while electrode-negative straight polarity has the benefit of faster melt-off and faster deposition rate. Most of the researches used the sine waveto describe the welding current. Second the current control determines the of the available current to be used for making the weld.
Torch angles influence the voltage and current and may result in a weld that deviates from the nominal. With arc welding processes which use constant current CC output current is the main presettable welding variable. Double the voltage the current doubles too and the power you are putting in goes up by four.
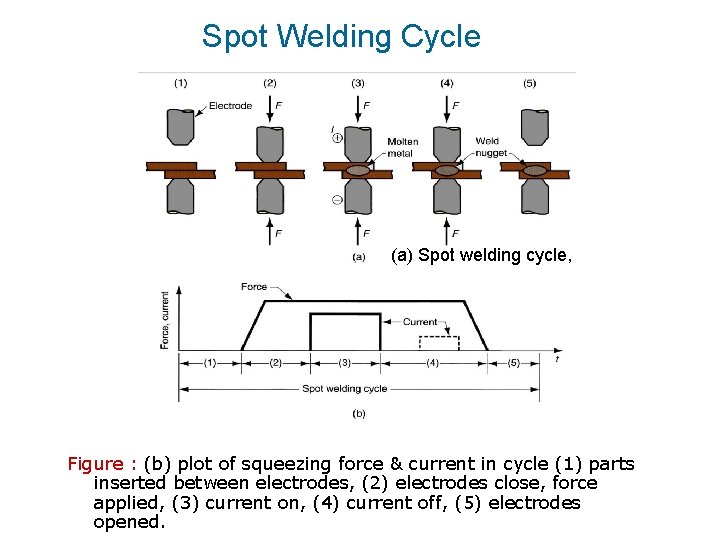
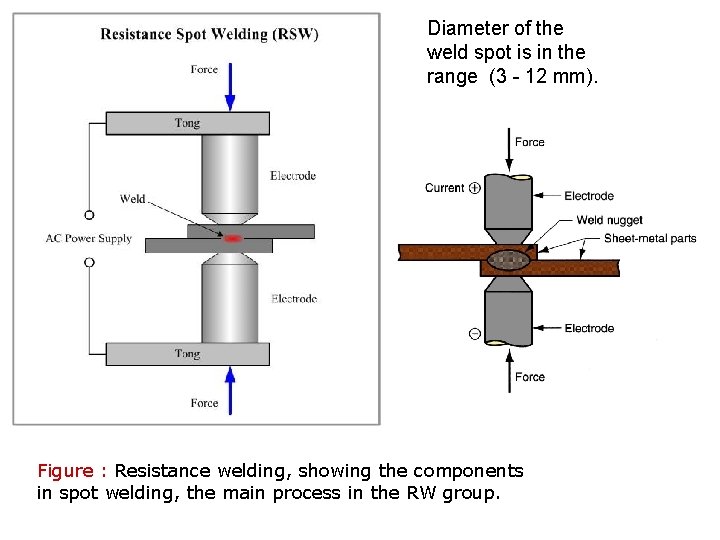
Documented values during welding are valuable for traceability and quality assurance. If you used a higher voltage the join would conduct proportionally more current. Metals are heated and coalescence is achieved not through the use of an arc but through the metals resistance to electrical currents passing through them as they are held together with pressure by electrodes.
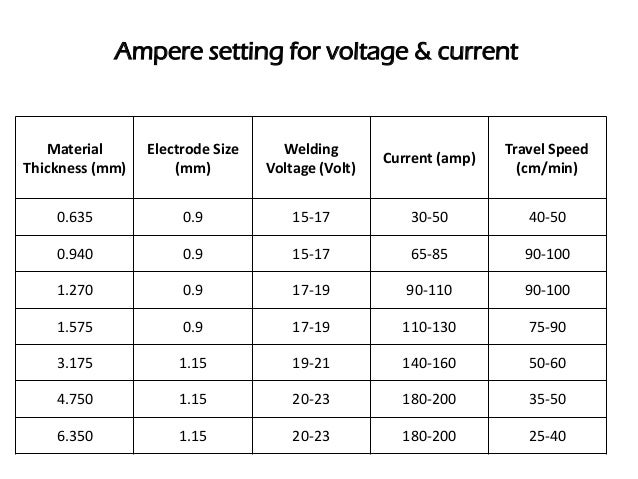
Low current settings are not 2-1. First the setting of the transformer tap switch determines the maximum amount of weld current available. The amount of weld current is controlled by two things.
Van Walle in Encyclopedia of Materials. Weld Current is the current in the welding circuit during the making of a weld. By monitoring current voltage deviations from nominal values can give an early warning that adjustments are required to fulfill demands on the weld quality.
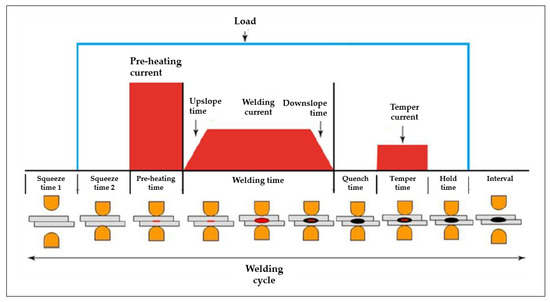
However with processes that use constant voltage CV output voltage and wire feed speed WFS are the main presettable welding variables with current levels a result of WFS. A welding cycle consists of several phases. In Projection Welding size and shape of individual welds are determined by the presence of projections embossments or intersections on the metals to be joined.
Science and Technology 2001 14 Projection and Upset Butt Welding. Tue SCRSare also used as aitemate voltage regulator. In words voltage is equal to current multiplied by resistance.
Mig Welding Wire Speed And Voltage Chart Choose Wisely When Thin Sheet The Fabricator Table1 Mig Welding Wire Welding Wire Mig Welding

What Is Mid Frequency Welding How To Resistance Weld
Resistance Welding Is A Pressure Welding Technique Using
1 Specification Machine Of Spot Welding Wim Mc 8 Download Table

Resistance Welding Is A Pressure Welding Technique Using
1 Specification Machine Of Spot Welding Wim Mc 8 Download Table

Spot Welding Conditions For Pulse Current Waveform Control Download Table

Arc Welding
Pdf A Study On The Shunt Effect In Resistance Spot Welding Semantic Scholar












0 comments:
Post a Comment