35KHz Force Triger Dynamic Ultrasonic Welder This ultrasonic welder is a member of PTS2000 Series designed with pressure force trigger dynamic feature to control ultrasonic output in high accuracy and achieve perfects welding qualification. Warped or distorted parts weld better with higher forces or delay of the ultrasonics for a certain time of distance.
Schematic Of Ultrasonic Welding Machine 6 Download Scientific Diagram

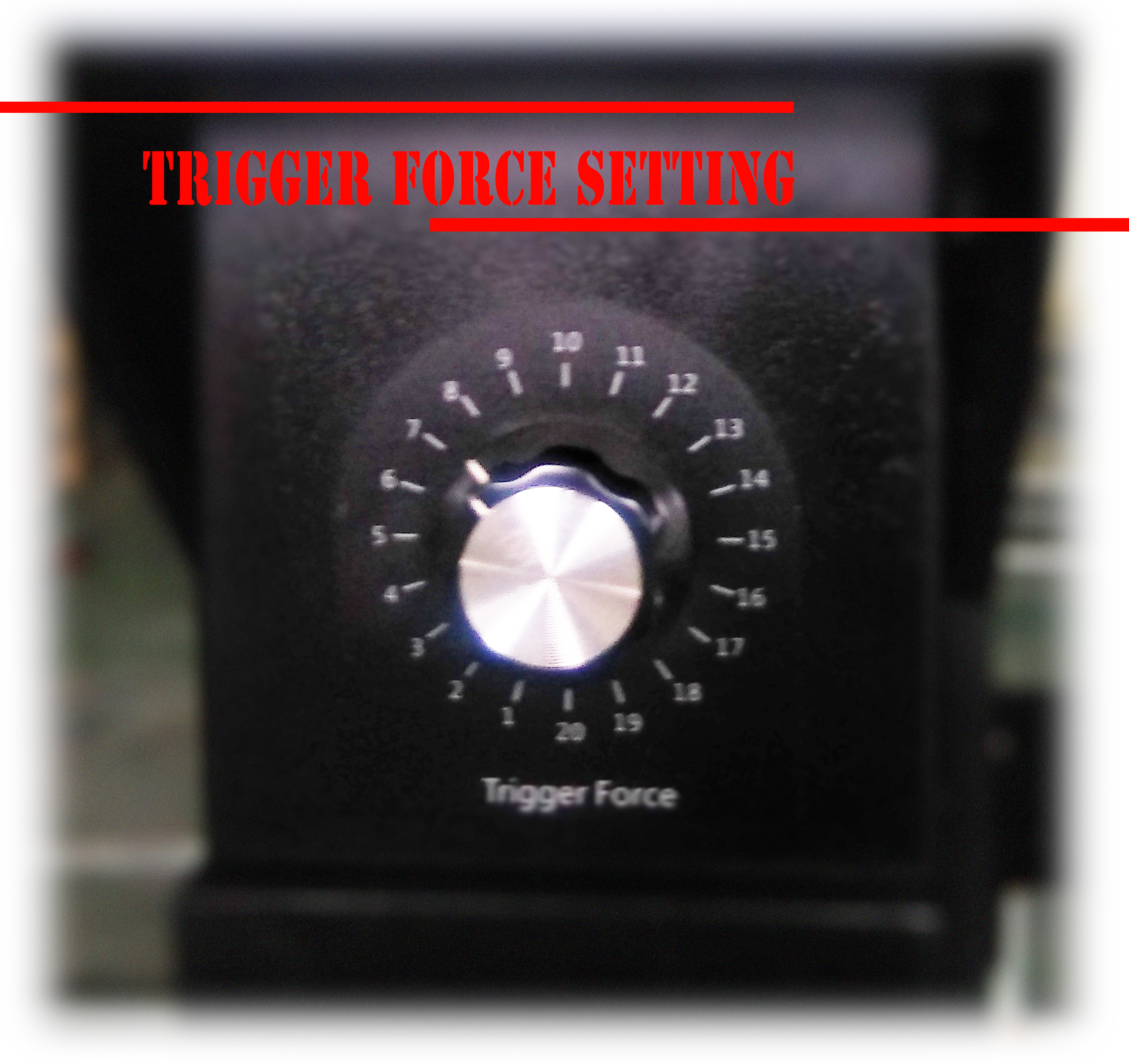
The important ultrasonic welding parameters are weld time time during which the vibrations are applied welding pressure or force providing the static force necessary to couple the horn and parts together for transferring the vibrations hold time time for solidification and cooling after vibration has stopped hold force trigger force force applied to the part before initiating the vibrations power level and.

Ultrasonic welding trigger force. Dynamic Follow-Through ensures the smooth efficient transmission of ultrasonic energy into the part by maintaining horn- part contact and force. 15K 5600W Trigger Force Ultrasonic Welder. Trigger by Power is a cost effective alternative to trigger by force.
Ultrasonic welding can be defined as the joining of thermoplastics through the use of heat generated from. After the trigger force is set ultrasonic welding is initiated for as long as it takes the horn to travel a preset distance. Fixtures hold the parts in place and apply pressure during welding.
20K 2000W Trigger Dynamic Ultrasonic Welder. For optimal energy transmission the end of the horn that contacts the part is designed to mate with the part of the geometry. The ultrasonics are turned on before the sonotrode contacts the part.
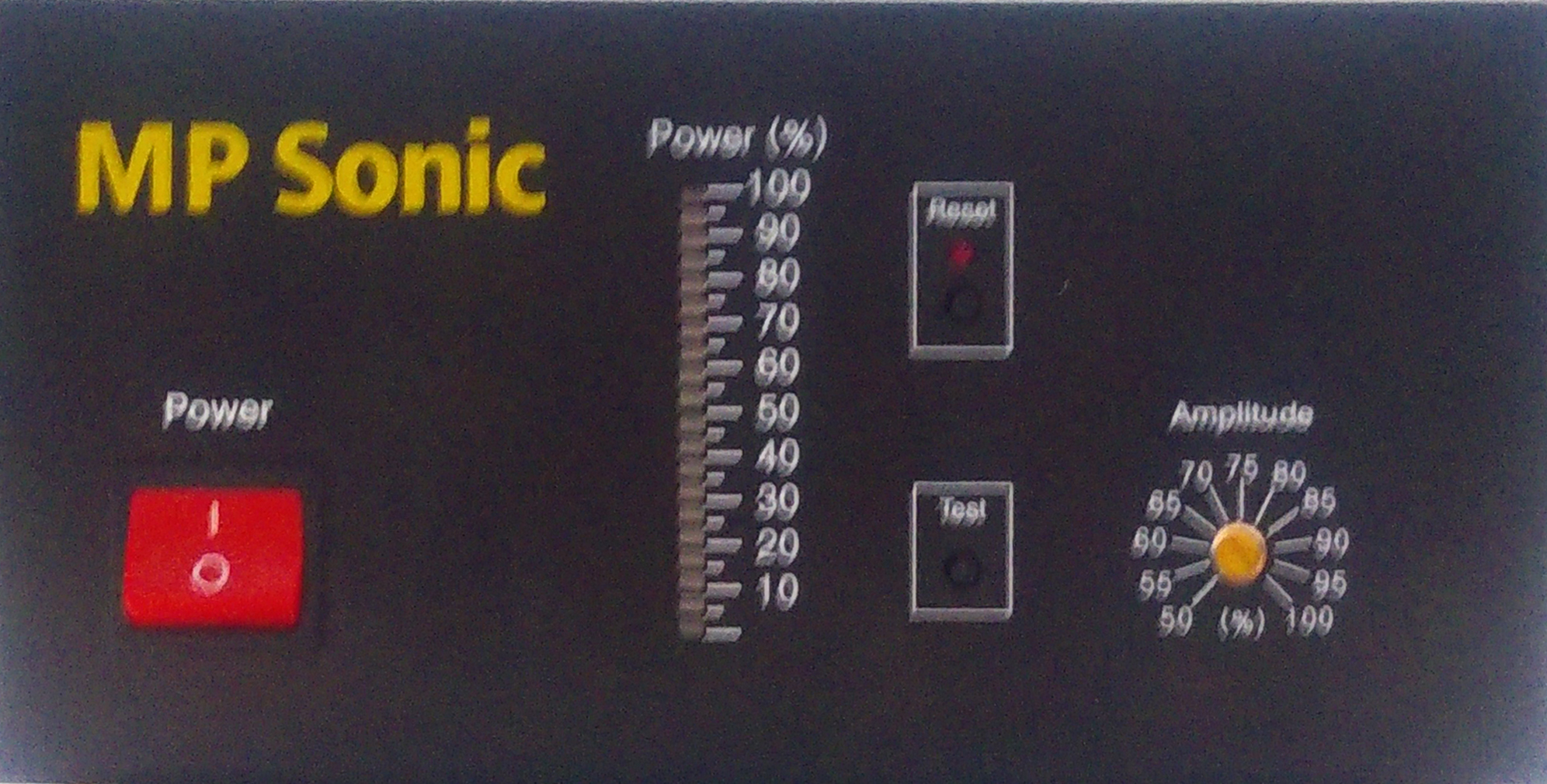
Most applications require this pre-load to seat the pieces together before welding. Contained by the nest. For this article the amplitude and welding modes are considered.
Digitally reduce the amplitude. STAKING GENERAL As with ultrasonic welding and inserting ultrasonic staking employs the same principles of creating localized heat through the application of high-frequency vibrations. Force is the actual.
MPS-1556F is designed with a trigger force dynamic system to ensure control ultrasonic energy working on workpieces in accuracy and stable avoiding different working energy onto parts caused by parts variation. Trigger force is the force of horn contact on the parts that is needed to initiate a weld. Machine applies DS300 ultrasonic system in 30KHz35KHz40KHz max power output in 8001200W.
Trigger force is a pre-load force exerted against the parts before ultrasonics are turned on. Ultrasonic Welding Trouble Shooting Guide PROBLEM PROBABLE CAUSES Too much energy into the part. Dukanes patented Trigger by Power option now in the iQ Series of ultrasonic generators can be used to produce more consistent welds by requiring a sufficient and repeatable amount of pressureforce to be applied to the part before the actual weld cycle starts.
The setting of trigger force the clamping force that triggers the ultrasonic system to switch on varies enormously with the process. 20K 4000W Ultrasonic Plastic Welder. Important processing parameters in ultrasonic welding are weld time the time vibrations are applied weld pressure or force hold time the time allowed for cooling and solidification after vibration has ceased hold force trigger force the force applied to the part before ultrasonic vibrations are initiated power level and amplitude.
Values are based upon overall joint length. 15K 4200W Trigger Force Dynamic Ultrasonic Welder. For a 20-kHz ultrasonic-welding process for example polystyrene PS requires 15 to 20 m 0 to peak and high-density polyethylene HDPE needs 45 to 50 m 0 to peak.
This should mean that regardless of variations in parts every cycle results in equal weld depth equal volume of melt and equal collapse distance. Staking benefit from a pre-trigger ie. Some welding processes eg.
The weld time is allowed to vary or float as necessary. Ultrasonic welding begins after parts have been loaded and a particular force trigger force or distance has been reached by the horn 131132133. Weld Hold Trigger Force Distance Speed Pressure Distance Speed Pressure Units N mm mms kPa mm mms kPa Servo 1334 0762 889 - 0127 245 - Pneumatic 1334 0762 - 2068 0127.
If these forces are too high parts may deflect or bend under the tooling impact or overwelds with marking or flash may occur. Reduce weld timeenergy collapse. 40K 800W Handheld Ultrasonic Welder.
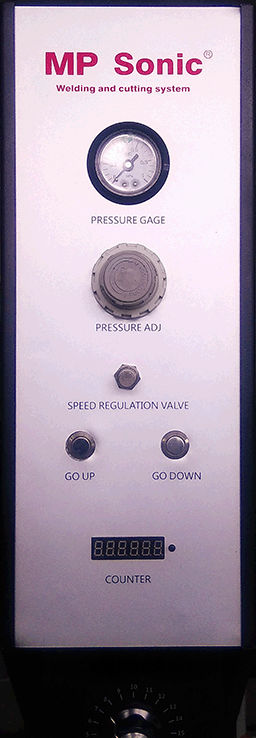
Ultrasonic and clamp force. These include vibration amplitude welding mode downspeed trigger pressure weld time hold time. Good fixturing should be used when the.
Change to lower ratio booster to reduce amplitude. The flow-control valve and trigger switch may be required to. Variable Dynamic Trigger provides consistent weld quality by triggering ultrasonics after a preset force is applied to the part.
There are a number of parameters that must be selected correctly in order to achieve good ultrasonic welds. Reduce pressure trigger force andor down speed Weld time too long. Trigger Force Dynamic 35K Ultrasonic Welder - YouTube.
MPS-1556F ultrasonic welder is mostly applied in automotive industry house appliance industry etc. 15K 2600W Digital Ultrasonic Welder Economic Type 35K Ultrasonic Welder tape type Ultrasonic Spot Welder for Mask.
15k 5600w Trigger Force Ultrasonic Welder
15k 5600w Trigger Force Ultrasonic Welder

15k 5600w Trigger Force Ultrasonic Welder
Ultrasonic Welding Configuration For Joining Two Coupons Download Scientific Diagram
15k 5600w Trigger Force Ultrasonic Welder
Ultrasonic Welding An Overview Sciencedirect Topics

Optimizing Ultrasonic Welding Results Plastics Decorating

15k 2600w Trigger Force Dynamic Ultrasonic Welder

The Measured Welding Forces During The Ultrasonic Welding Process Download Scientific Diagram












0 comments:
Post a Comment