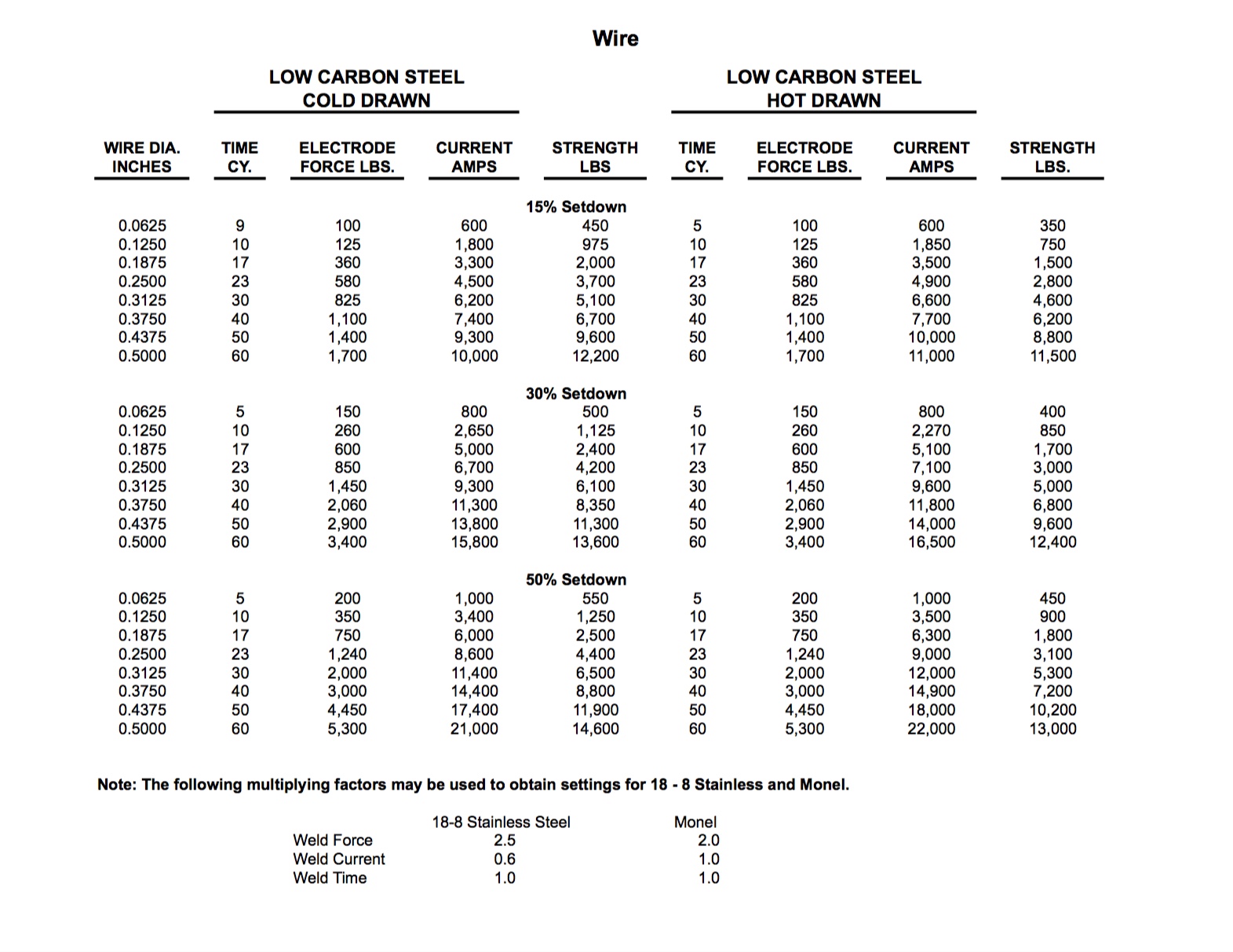
Spot welding parameters. Projection weld schedule parameters are readily available in the published weld schedules referenced below.
Set Up Guides Spot Weld Inc
Diameter of the electrode contact surface.

Projection welding parameter. Projection welding is a type of resistance welding that focuses current and force to a single point or line at the beginning of a weld. Burrs in projection welding be it Capacitive Discharge AC or MFDC resistance welding are caused by several factors. The figure below shows measured process parameters in a projection welding process which include the dynamic curves of the welding current the welding force and the displacement of the electrode where the sharp movement corresponds to the collapse of the projection in the workpiece.
Spot welding parameters include. A very important factor is that the full force must be maintained on the projections as they collapse. 14 Projection and Upset Butt Welding With projection welding the welding machine is a spotprojection welder with typically a 50 kVA transformer and a projection load of some 450 kgcm 2 Shogan et al.
We make the assumption that the weld on the welded nutstud should be stronger than the fastener itself. When projection welding high impact will damage the projection before welding and result in poor projection welds even when all other settings are correct. Projection Welding 9.
Therefore if youre wondering what the torque specification should be for your weld nut simply determine the torque capacity of the fastener itself. Projection welding is generally used for projects with thicker materials around 0035 and thicker. When the welding control applies voltage to this valve.
Welding projection weld nuts and studs. While it can be also used to join thinner metal pieces together that tends to be a. The technique is also limited to Charpy-type specimens.
Another is the weld interface may have been overheated. In most applications one of the workpiece surfaces features multiple small formed projectionsround dimples elongated ridges or rings or the extended corners of weld nuts. Projection welding equipment is easy to adjust to different parameters so it can be used for a wide variety of parts and components.
The most important variables of this assembly technique are the quality of the projections and the response of the cylinder as the projection collapses during the welding time. Projection welding is one kind of resistance weld where the shape or design of the part is used to make subtle point contacts to concentrate the current during welding. One is the inability to contain the molten weld nugget as it is forms.
Projection welds developed via the resistance welding RW process use the design or shape of the part to make discreet individual-point contacts to concentrate the current during welding. Projection welding has fewer variables that affect the resistance welding process as compared to spot welding. There are cases in which the circumstances in manufacturing are.
Mostly in almost all applications with various small projections are molded on single parts surfaces which need to weld. Projection Welding In Projection welding size and shape of individualwelds are determined by the presence of projectionsembossments or intersections on the metals to bejoined. The KVA rating of the resistance welding machines for spot seam and projection welding normally varies between 5 to 500 KVA.
Metals are heated and coalescence is achieved notthrough the use of an arc but through the metalsresistance to electrical currents passing. Then a 2-D axis-symmetric finite element model is developed to simulate the projection welding and predict the nugget diameter. Projection welding is actually a modification of spot welding the pioneer resistance welding process.
Parameters including weld current weld time and electrode force in nugget diameter and tensile strength in projection welding. One of the main differences between conventional sheet-to-sheet resistance welding and projection welding is that projection welding is a dynamic process involving considerable movement of the upper electrode. In general they have relatively short weld times and perform very well as documented.
The Solenoid Valve is an electrically operated air valve in the compressed air line connected to the air cylinder on the welding machine. The determination of appropriate welding parameters for spot welding is a very complex issue. Projection welds have a longer life expectancy than spot welds as it requires less heat and pressure during the welding process.
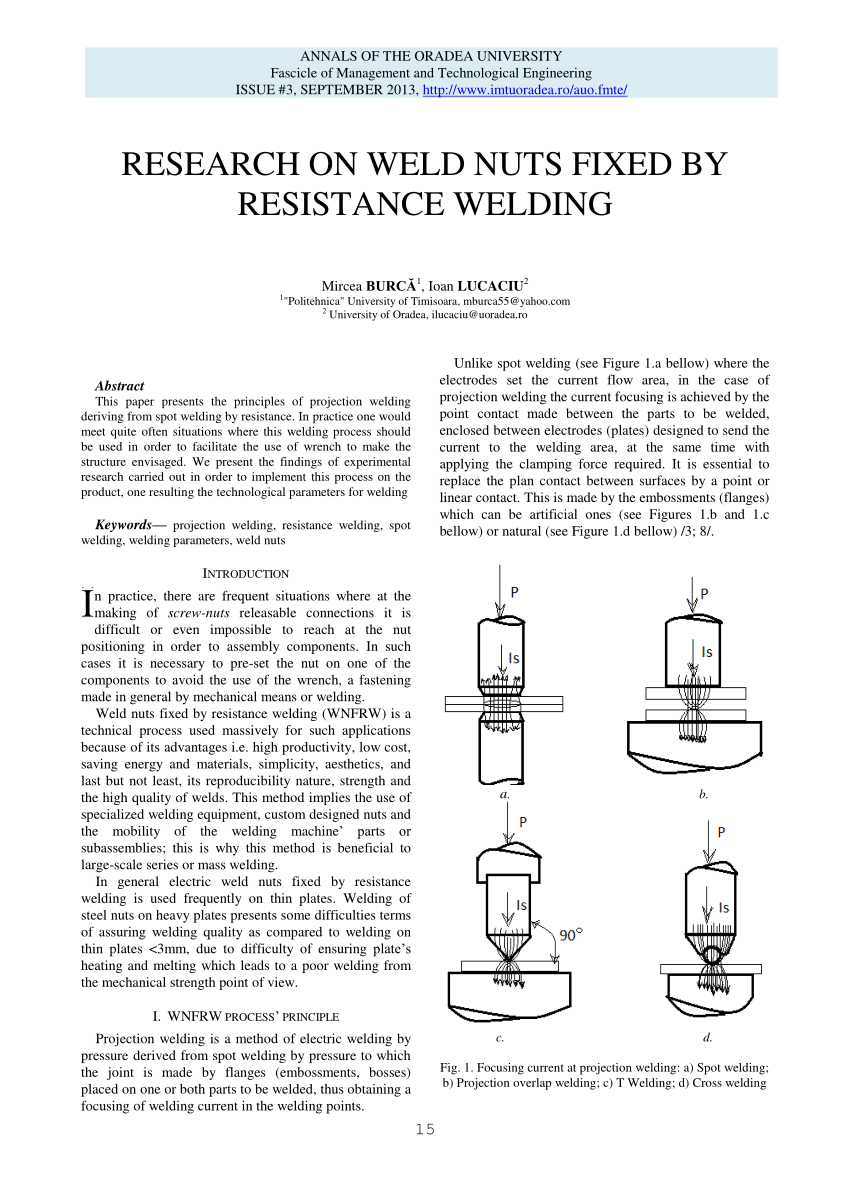
Pdf Research On Weld Nuts Fixed By Resistance Welding
Projection Welding For Nut And Bolt Attachment

Projection Welding For Nut And Bolt Attachment
Wo2015127431a1 Process For Welding Weld Nuts To High Strength Steel Google Patents
Prospot For Resistance Welding Machines And Consumables Welding Guidelines Prospot For Resistance Welding Machines And Consumables

Projection Welding For Nut And Bolt Attachment
Resistance Welding Software For Simulation And Optimization Of Spot Projection Butt And Micro Welding
Prospot For Resistance Welding Machines And Consumables Welding Guidelines Prospot For Resistance Welding Machines And Consumables

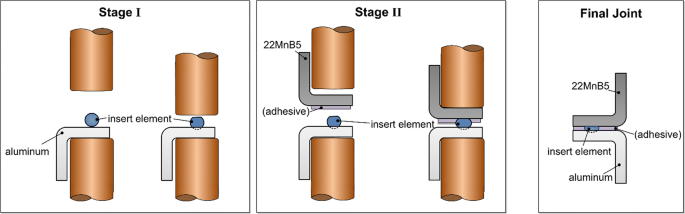
Novel Projection Welding Technology For Joining Of Steel Aluminum Hybrid Components Part 1 Technology And Its Potential For Industrial Use Springerlink












0 comments:
Post a Comment