We make the assumption that the weld on the welded nutstud should be stronger than the fastener itself. Making a weld bead with accurate size shape and depth depend on many variables.
Prospot For Resistance Welding Machines And Consumables Welding Guidelines Prospot For Resistance Welding Machines And Consumables

Usually the amperage dictates the measurement and penetration of the.

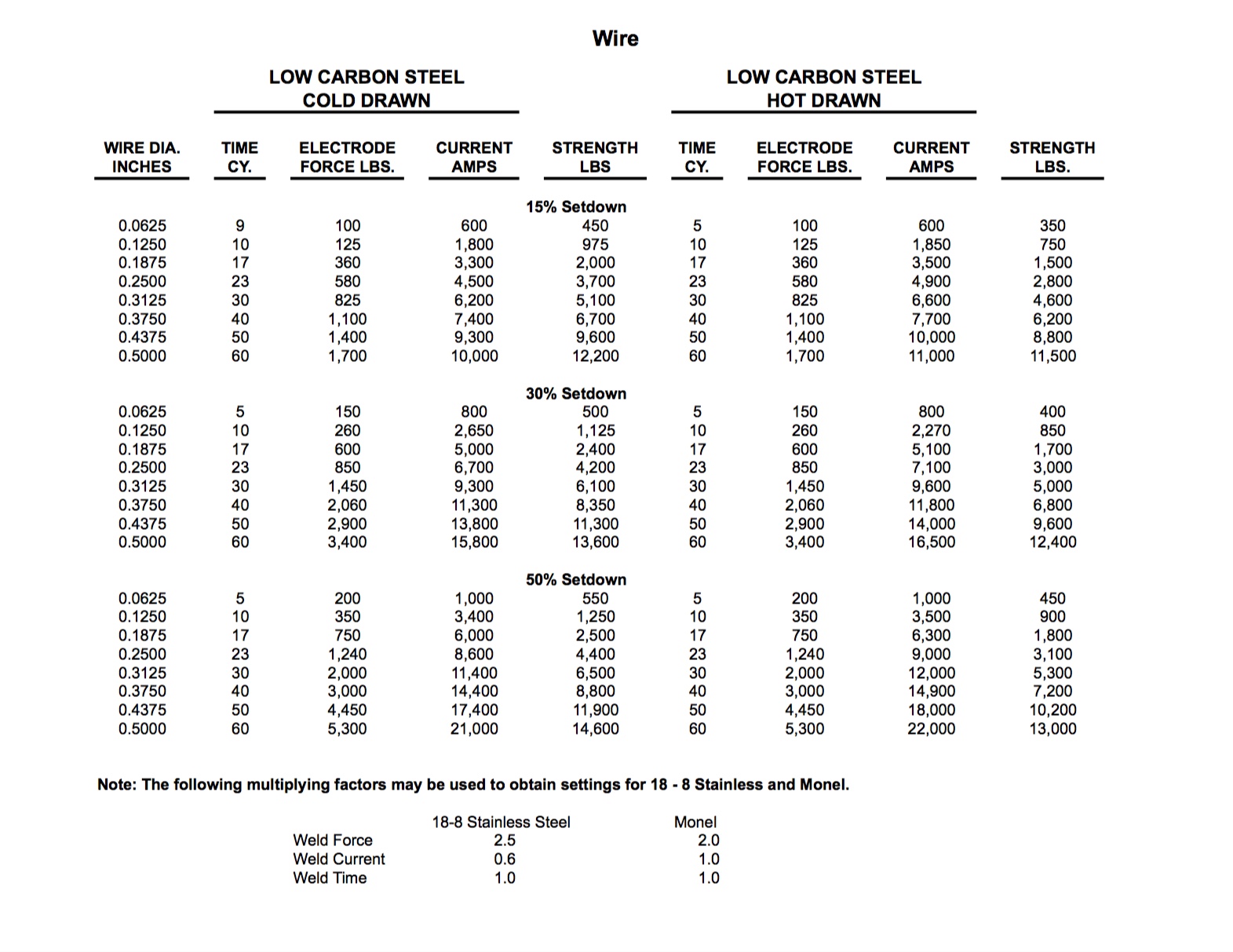
Projection welding parameters. The effects of electrode materials and process parameters including charging voltage and electrode force on joint quality and nugget area were investigated. Higher strength applications may require more projections. Projection weld schedule parameters are readily available in the published weld schedules referenced below.
These are the specifications we use when sizing a. Projection welding is a resistance welding process wherein coalescence is produced by the heat obtained from. These timings are pre-set for a particular metal and a thickness range and the shop operator normally cannot change them on his own.
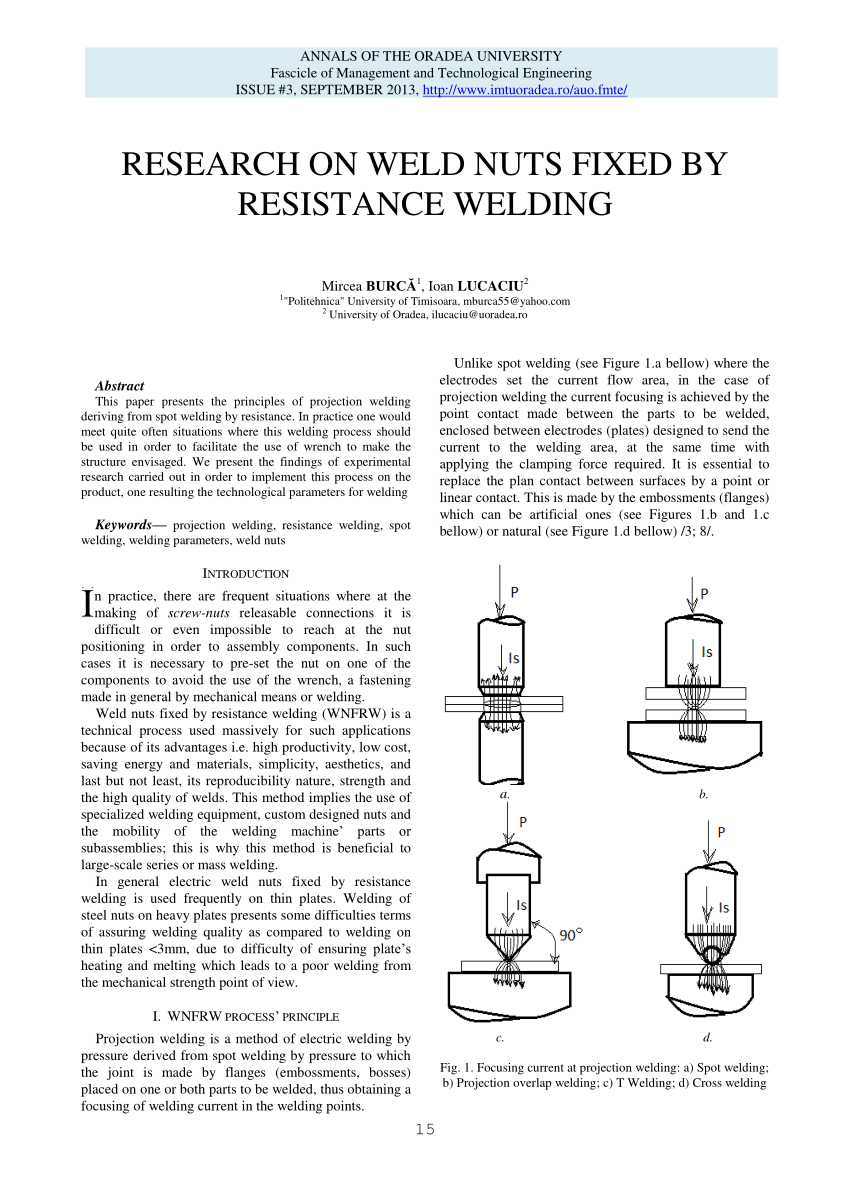
Projection welding is a resistance welding process for joining metal components or sheets with embossments by directly applying opposing forces with electrodes specially. Here is a short description of these parameters. Therefore if youre wondering what the torque specification should be for your weld nut simply determine the torque capacity of the fastener itself.
Nuts generally are formed with three to six projections on one side. One is the inability to contain the molten weld nugget as it is forms. Projection welding is a type of resistance welding that focuses current and force to a single point or line at the beginning of a weld.
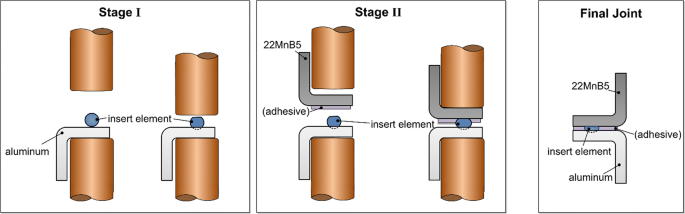
This projection forms a high resistance point contact that melts and forms a weld along the entire seam as the current is. In projection welding one of the parts either the lid or the package case has a continuous metal projection that makes contact with the opposite part at the weld interface Fig. Basically a protrusion is placed on one of the two materials to be welded.
Ix The data was collected for its. Controlling the welding parameters plays an important role on the quality of the weld. Resistance projection welding requires a thorough understand-ing of the process parameters.
A very important factor is that the full force must be maintained on the projections as they collapse. In general they have relatively short weld times and perform very well as documented. One of the main differences between conventional sheet-to-sheet resistance welding and projection welding is that projection welding is a dynamic process involving considerable movement of the upper electrode.
There are various process parameters weld current weld time electrode force which affect the weld torsional strength and its heat affected zone HAZ. Projection shape varies due to the weld-nut manufacturing method cost and final product-design requirements. The welding cycle for spot seam and projection welding consists basically of four elements viz squeeze time weld time hold time and off time.
The most important variables of this assembly technique are the quality of the projections and the response of the cylinder as the projection collapses during the welding time. Projection welding is a variation on resistance welding. Welding projection weld nuts and studs.
There are cases in which the circumstances in manufacturing are. Resistance Projection Welding RPW Fundamentals The resistance welding is a pressure joint based in the melting of materials produced from the Joule effect in the contact surface electrical resistance between them generating heat during the flow of. Parameters for Projection Welding.
When projection welding high impact will damage the projection before welding and result in poor projection welds even when all other settings are correct. The experiment was focused on metallographic examination to estimate the acceptable welding range and run. Projection welding has fewer variables that affect the resistance welding process as compared to spot welding.
The research work was carried out on experimental investigation of projection welding on. This projection is then brought into contact against the second material. So it is necessary to optimize the process parameters of projection welding process.
The optimized projection welding parameters were implemented for the production of multistage pump impellers. When the welding control applies voltage to this valve. Another is the weld interface may have been overheated.
The Solenoid Valve is an electrically operated air valve in the compressed air line connected to the air cylinder on the welding machine. Burrs in projection welding be it Capacitive Discharge AC or MFDC resistance welding are caused by several factors.
Wo2015127431a1 Process For Welding Weld Nuts To High Strength Steel Google Patents
Novel Projection Welding Technology For Joining Of Steel Aluminum Hybrid Components Part 1 Technology And Its Potential For Industrial Use Springerlink
Projection Welding For Nut And Bolt Attachment
Set Up Guides Spot Weld Inc
What Is The Weld Schedule To Weld An Rw2110 Stud With A Ring Projection To Mild Steel How To Resistance Weld

Pdf Research On Weld Nuts Fixed By Resistance Welding
Wo2015127431a1 Process For Welding Weld Nuts To High Strength Steel Google Patents

Projection Welding For Nut And Bolt Attachment

Projection Welding For Nut And Bolt Attachment











0 comments:
Post a Comment