The weld size is therefore 1414. Power W tw.
Pdf Projection Welding With Pneumatic And Servo Mechanical Electrode Pressure System In Fem Calculations Comparison

This is the reason why CalQlata has limited the effective weld length to 2R Fig 2 on both sides of the main plate in PadEyes calculations.

Projection welding strength calculations. But the ductility is minimal. The second was a case where constructabilityaccess was leading me to seriously consider tack-welding the projection end of a high strength nut to hold it in place and wondering what the weld heat would do to the nut material strength short answer might be OK but risky enough that we found another way. A modern vehicle typically contains 2000 to 5000 spot welds.
Select your weld preparation all variables are mandatories to proceed the calculation Th - Sheet thickness mm Steel density - 781 Carbon steel 79 Stainless steel Seam length m G - Root gap mm - 0 1 2 3 4 5 6 7 8 9 10. The best way is to use a known similar weld schedule to estimate for the initial test coupons. On the welding machine is correct and that the cooling systems power is turned on.
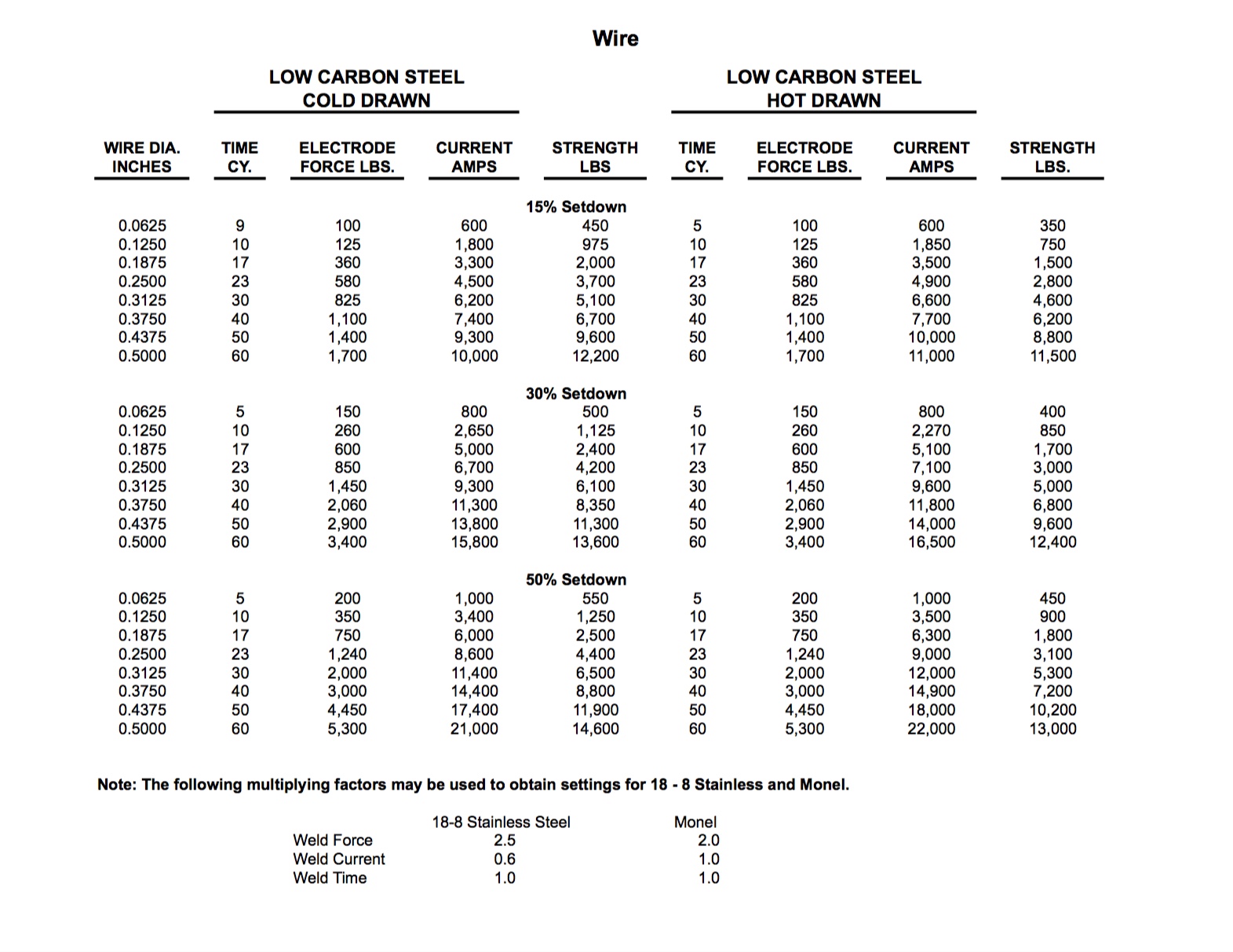
----just call me Lo. The electrodes used in. The operating pressure during the resistance projection welding process was set between 010 and 035 MPa at intervals of 005 MPa.
If the weld head sticks weld strength will suffer. As the projections begin to heat during welding and collapse the weld head must maintain force and full pressure on each projection as it collapses. Welding Current A R.
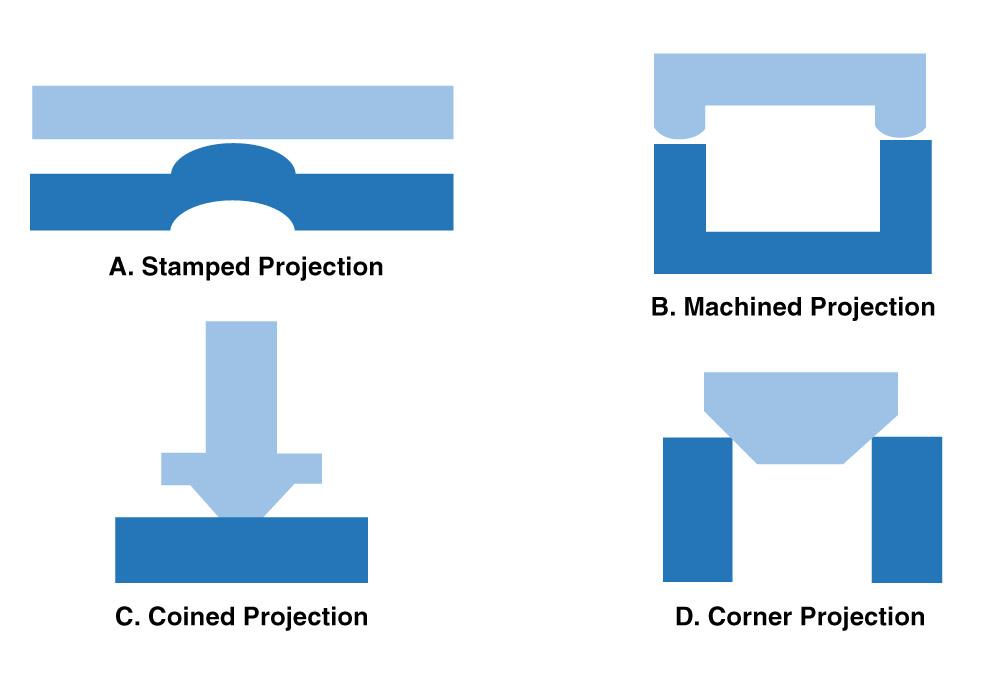
Projection welding is one kind of resistance weld where the shape or design of the part is used to make subtle point contacts to concentrate the current during welding. The heat generated is thus directly proportional to the resistance offered by any point in the circuit. Static Strength of Welds FFNormal Shear F w h F w h 2F F F 18 75o 38 14 Max Normal Max Shear F 0618w h F 0707w h Butt Fillet h throat size.
Mostly in almost all applications with various small projections are molded on single parts surfaces which need to weld. Strength of a projection weld can be calculated to a simple approximation by area of the dimple and assuming base metal properties for sheartensile strength based on type of loading during testing. Simply use the data for one spot weld and multiply current and force by three or four depending upon spot spacing.
R resistance ohms. When a connection with end fillet is loaded in tension the weld develops high strength and the stress developed in the weld is equal to the value of the weld metal. Fillet welds are broadly classified into side fillets and end fillets Fig.
Length of a fillet weld shall be at least four times the nominal size or the effective size of the weld shall be considered not to exceed 25 of its effective length. The charging voltage that was used varied from 150 to 350 kA with the welding time remaining constant at 44 ms. Throat Size 18 75o 38 h plate thickness weld size Butt h 0707 plate thickness 0707 weld size 14 Fillet.
115 162mm use 3mm fillet weld. The strength of the spot weld. Energy J Calculation for AC spot welding P.
T time of current flow seconds. Spot weld made by resistance welding has been widely used in joining sheet metal for auto body since 1950s and is the primary method of joining in ground vehicle industry. 1 where E.
The design strength p w for the weld material is 220 Nmm 2 The weld throat thickness should be 253 220 115mm. In extreme cases no weld and flash expulsion or spatter may result. Spot Welding Parameters Basic Calculation 𝐸 0241𝑃𝑡w.
As the interface of the two surfaces forming the lap joint is the point of greatest resistance it is also the point of greatest heat. Spot welding basic parameters setting - basic calculations equations. If the ultimate shear strength of the weld fw Rn fw 0707 a Lw φ Rn 075fw 0707 a Lw ie φ factor 075 fw shear strength of the weld metal is a function of the electrode used in the SMAW process.
Time stays the same. Therefore as shown in Fig 3 the strain outside d₁ and d₅ is of less importance with regard to weld strength under load than the strain between them. Direction Method as BS 5950 clause 6873.
Force projection welding schedule weld schedule welding current Read more. L Length of weld 1 unit thick From table below b d 120 150 270mm. 2 where I.
This ensures good strong welds. Stress in a fillet weld. Weld time sec 0241𝐼2 𝑅𝑡w.
The effective area shall be the ef-fective weld length multiplied by the effective throat. - The tensile strength of the weld electrode can be 60 70 80 90 100 110 or 120 ksi.
Projection Welding 101

Http Huysindustries Com Wp Content Uploads Electrode Life And Projection Weld Strength On Galvanized Ahss Pdf
Pdf Projection Welding With Pneumatic And Servo Mechanical Electrode Pressure System In Fem Calculations Comparison

Projection Welding For Nut And Bolt Attachment

Resistance Welding Overview

Projection Welding 101
Iso 18595 2007 En Resistance Welding Spot Welding Of Aluminium And Aluminium Alloys Weldability Welding And Testing

Set Up Guides Spot Weld Inc
Welding Civil Engineering












0 comments:
Post a Comment